
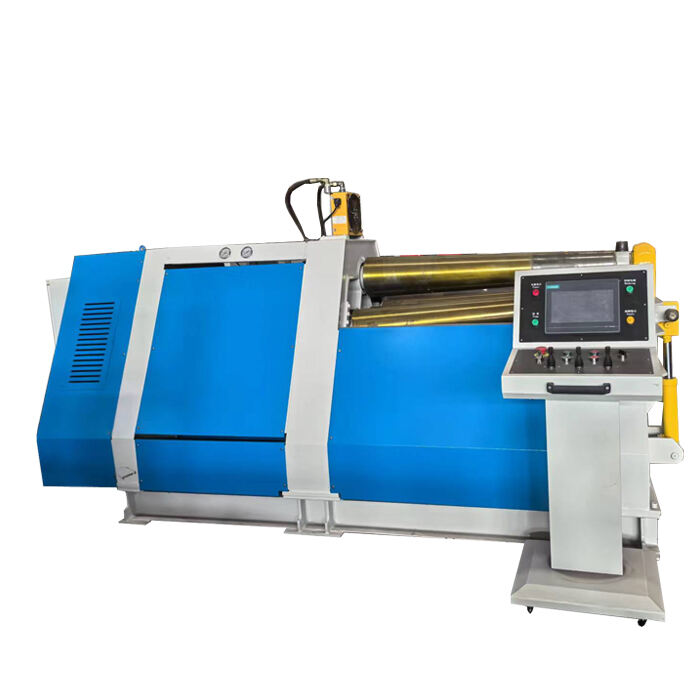

W12 Hydraulikplattenwalzmaschine mit 4 Rollen W12C-12x2000
Die spezielle hydraulische diagonal nach unten verstellbare Kegelplattenwalzmaschine mit 4 Rollen hat die Funktionen der Vorbiegung und Kegelbearbeitung gleichzeitig. Die Struktur besteht hauptsächlich aus Basis, Fallendeck, festem Seitenregal, Arbeitswalze, Antriebseinrichtung, unterer (seitiger) Rollenhebeinrichtung, Fallendeck, Hydrauliksystem, elektrischer Steuerungssystem und anderen Komponenten.
Beschreibung
Hydraulische Kegelplattenwalze mit 4 Walzen


1、Einführung in den Hauptkörper
Die spezielle hydraulische diagonal nach unten verstellbare Kegelplattenwalzmaschine mit 4 Rollen hat die Funktionen der Vorbiegung und Kegelbearbeitung gleichzeitig. Die Struktur besteht hauptsächlich aus Basis, Fallendeck, festem Seitenregal, Arbeitswalze, Antriebseinrichtung, unterer (seitiger) Rollenhebeinrichtung, Fallendeck, Hydrauliksystem, elektrischer Steuerungssystem und anderen Komponenten.
Die Maschine ist kompakter, zuverlässig und leicht zu warten. Es ist eine digitale Anzeigevorrichtung zum Auf- und Abbewegen der unteren Walze und zum Heben der Seitenwalze vorhanden. Daher ist die Bedienung bequem und die Steuerung präzise. Die Umschaltung und Neustellung der Fallende Seite der Aufwalz-Rolle und das Gleichgewicht der Aufwalz-Rolle erfolgen durch die Schraube, so dass die Entladung bequemer ist.
Die vier Walzen dieser Maschine sind Antriebswalzen. Die obere Walze befindet sich in einer festen Position, während die untere Walze sich nach oben und unten bewegen kann. Wenn das Metallblech zwischen der oberen und der unteren Walze eingequetscht wird und sie eine relative Rotation beginnen, entsteht Reibung zwischen dem Blech und den Arbeitswalzen, was zur Bewegung des Blechs führt. Der Auf- und Abbewegung der Seitenwalze kann dazu verwendet werden, das Blech zu biegen. Durch Einstellen der Bewegung der Seitenwalze kann der gewünschte Bogen oder Krümmungsradius des runden Werkstücks erreicht werden.
An einem Ende des Abfall-Side-Racks der Maschine befindet sich an der Innenwand des Abfall-Side-Racks eine Schwellvorrichtung, deren Aufgabe es ist, die axialen Kräfte beim Schwellvorgang der Sektorplatte zu überwinden. Die Ausrüstung ist mit einem umwerfbaren Ölflasche versehen. Wenn die Walzarbeiten abgeschlossen sind, wirkt der Ölzylinder und der Ölzylinder, der das Öl umdreht, so, daß sich das Rückfall-Side-Rack umdreht. Nach dem Entfernen des Werkstücks stellt der umdrehende Ölzylinder das Abfall-Side-Rack wieder her und dieser Arbeitszyklus endet.
Der Lagersitz der unteren und der seitlichen Walze ist mit Neigungsscharnieren ausgestattet, die bei der Wälzkonus-Rollung mit der neigenden Aufwärtsverlängerung der Walzwelle zusammenarbeiten können. Wenn der Kunde verlangt, dass die Zapfen gerollt werden, neigen die unteren und die seitlichen Walle zu steigen und arbeiten mit der Zapfenvorrichtung der Fallende Seite zusammen, um die Walzvorgänge abzuschließen. Wenn der Kunde den Standardzylinder rollen möchte, ist nur die Unterwalze und die Seitenwalze auszubilden.
2、Haupttechnischer Parameter
|
Modell |
W12C-6x1500 |
|
Maximale Biegebreite |
1500MM |
|
Länge der Arbeitswalze |
1550mm |
|
Maximale Biegedicke (σs≤245MPa) |
6mm |
|
Maximale Biegedicke (σs≤245MPa) |
5mm |
|
Bereich für gerollte Kegel |
≤120° |
|
Bereich für den Durchmesser der kleinen Kopfseite |
≥120mm |
|
Durchmesser der Oberwalzen |
Kleiner Kopfφ90 mm |
|
Großkopf φ260 mm |
|
|
Durchmesser der Bodenrolle |
Kleiner Kopfφ85 mm |
|
Großkopf φ255 mm |
|
|
Durchmesser der Seitenrolle |
Kleiner Kopfφ85 mm |
|
Großkopf φ255 mm |
|
|
Fahrzeugtyp |
Vier-Rollen-Antrieb |
|
Rollgeschwindigkeit |
Etwa 3 (m/min) |
|
Motorleistung |
5,5KW |
3. Aufbau des Hauptkörpers
Die Hauptstruktur der Ausrüstung besteht aus einer Vorrichtung für die Oberrolle, einer Vorrichtung für die Unterrolle, einer Vorrichtung für die Seitenrolle, einer Vorrichtung für das Absteigen, einem Linken- und Rechtsseitenregal, einer Übertragungseinrichtung, einem Fahrgestell und einer Ausgleichseinrichtung, einem
3-1. Oberrollen-Bauart
Die Aufwälzeranlage besteht aus einem Aufwälzerlager, einem Aufwälzer, einem Selbstgerichtungslager in zwei Reihen usw.
Zweireihiges Selbstjustierlager, das ein Selbstjustierlager für niedrige Geschwindigkeit und schwere Belastung verwendet.
Die Oberwalze besteht aus Legierstahl 42CrMo, der nach Rohbearbeitung durch Härte HB260~300 behandelt wird. Die Fehlererkennung der Klasse II nach GB/T6402-1991 erfolgt gemäß der Norm JB/ZG4289-86 für Rollstahl und die Steifigkeit entspricht (1/700~1/1000) L (L - bezieht sich auf den Abstand zwischen der Mittellinie der beiden Seiten des Racks)
3-2. Unterrollen-Bauart
Die Unterwalze besteht aus einem Unterwalzlager, einem Ölzylinder aus Unterwalze, einer Unterwalze, einem Doppelreihe-Ausrichtungsgehäuse usw.
Der Ölzylinder der unteren Walze r sorgt für die Klemmkraft beim Walzen und die Reibung beim Walzen.
Zweireihiges Selbstjustierlager, das ein Selbstjustierlager für niedrige Geschwindigkeit und schwere Belastung verwendet.
Die Unterrolle wird aus Legierungsstahl 42CrMo hergestellt und wird nach dem Raufrichten durch Rückföhren auf HB260~300 behandelt. Eine Ultraschallprüfung Stufe II gemäß GB/T6402-1991 wird durchgeführt, in Übereinstimmung mit den JB/ZG4289-86 Rollenstahl-Normen, und die Steifigkeit entspricht (1/700~1/1000)L (L -- bezieht sich auf den Abstand zwischen den Mittellinien der beiden Seiten des Gestells).
Der untere Rollenhebewalzen ist aus 45#-Schmiedungen mit Wärmebehandlung und Rückglühverfahren HB217~255 hergestellt.
3-3, Absenkvorrichtung
Die Fallendeinrichtung besteht aus einem Umschlagsitz, einem Umschlagzylinder usw. Der Umschlagzylinder ist mit einem Kolbenstange-Chrombehandlung versehen. Die Umkehrung der Abfallschlange erleichtert das Entfernen des Produkts entlang der Walzsachse.
3-4, Feststehendes Seitenrohr, absenkbares Seitenrohr und Fahrgestell
Die schwere und hochzuverlässige Schweißregalkonstruktion ist auf der festen integralen Bodenrahmenstruktur montiert, um die Genauigkeit und Zuverlässigkeit der Werkzeugmaschine zu gewährleisten. Die Stellregale und das Fahrwerk sind geschweißte Teile aus Q235B-Stahlplatte, die nach dem Schweißen gehärtet werden. Die beiden Zylinder der unteren Walze arbeiten mit einer stangenlosen Hohlraum, um die Konsistenz des Systems zu erhalten, dh der Arbeitsdruck ist konsistent, die Übereinstimmung ist konsistent, und die effektive Fläche des Zylinders ist groß. Es gibt nur ein dynamisches Siegel. Die Hebgeschwindigkeit ist für die Anforderungen des Rollplattenprozesses geeignet, die die Synchronisierung der beiden Zylinder leicht zu steuern, leicht zu warten ist. Und die Wartbarkeit wird stark verbessert.
Die gesamte Unterrahmenstruktur besteht aus einer geformten Platte, die als Ganzes geschweißt und nach Vibrationsentspannung verarbeitet wurde. Die Rahmenstruktur weist einen hohen Torsionsquerschnittkoeffizienten, gute Festigkeit und Steifigkeit, bequeme Installation und einfache Bedienung auf. Sie erfüllt insbesondere die Betriebsanforderungen durch hohe Mobilität, geringe Anforderungen an das Fundament und ist auch leicht zu bewegen.
3-5, Übertragungsanlage
Das Gerät verfügt über einen Motor, der die Verteilbox antreibt, die dann eine Walzwelle mit einer Kupplung antreibt.
3-6, Hydrauliksystem
- Allgemeine Übersicht
Die Produktion von Hydrauliksystemen erfolgt streng nach den nationalen Normen und Leitungsnormen. Das Layout ist vernünftig. Außerdem werden hohe Effizienz, Energieeinsparungen, Abfall- und Wärmeverringerung berücksichtigt. Das System ist unabhängig und der Anschlusspunkt verwendet professionelles Dichtungsmittel, um Leckagen zu verhindern. Es ist einfach und bequem zu reparieren und zu warten. Die hydraulische Pumpe nimmt eine Hochdruckölpumpe an und das hydraulische Ventil nimmt die Yuken-Überlagerungsventilreihe an, wobei der Prüfdruck ohne Leckage 25 MPa beträgt. Die Anordnung der Pipeline ist einfach, mit weniger Leckagen, einfacher Wartung und bequemer Debugging. Um die Sauberkeit des Öls zu gewährleisten, ist am Ölpumpenanschluss ein Ölfilter angebracht. Das Drucköl der Ölpumpe gelangt zunächst in das Druckregelungssystem, passt den Druck an und führt dann durch den Ventilblock zum Zylinder durch das Rückschaltventil.
- Komponenten der hydraulischen Anlage
Das hydraulische System besteht aus einer Ölpumpe, einer Ventilgruppe, einem Flüssigkeitsanschluss, hydraulischen Hilfsteilen usw.
Hydraulische Ventile wählen die Serie der Überlagerungsventile, welche eine einfache Rohrleitungslayout aufweisen, leicht wartbar und fehlerfrei justierbar sind.
Das System besteht aus drei Schaltkreisen, einem Überdruckschutz- und Druckregelungskreis, einem Synchronschluß und einem Geschwindigkeitsschluß. Der Druckregler-Schaltkreis regelt den Betriebsdruck des Systems durch das Hauptentlastungsventil. Der Betriebsdruck des Systems beträgt 19,5 MPa.
Synchronisationsschaltung synchron den Aufstieg und Abstieg der unteren und seitlichen Rolle durch das Shunt-Drosselventil schaltet, das Drosselventil kann sich nach oben und unten anpassen. Der Versetzungssensor erkennt, so dass die Synchronisierungsgenauigkeit der unteren und der seitlichen Walze innerhalb von ±0,05 mm gehalten wird.
Der Geschwindigkeitsschaltkreis steuert die Umkehrung und Neustellung der Fallende Seite und passt die Drosselungsgeschwindigkeit des Schaltkreises durch das Drosselventil an.
- Verschiedene Schutzmaßnahmen
Die Steigung und Abstiegsposition der unteren und der Seitenwalze sind mit einem Abstandsventil für den Schutz der Druckgrenze ausgestattet.
3-7, Elektrisches Steuersystem
- Allgemeine Übersicht
Das elektronische Steuerungssystem besteht aus einem elektronischen Steuerungskabinet und einer Bedienkonsole. Die Steuerungen dieser Maschine (einschließlich der SPS) sind im Stromversorgungskabinet installiert. Die Anzeige der Daten auf dem Bildschirm erleichtert die Bedienung. Der Hauptkreis verwendet dreiphasigen Wechselstrom von 380 V/50 Hz, der NC-Steuerungseingang 24 V Gleichstrom, der Steuerausgang 220 V/50 Hz Wechselstrom. Der Hauptmotor treibt die hydraulische Pumpenstation an, um Strom zu liefern. Die Hauptkomponenten bestehen aus inländischen bekannten Produkten, die in strenger Übereinstimmung mit nationalen Standards hergestellt werden, die Layoutstruktur ist mit den notwendigen Sicherheitsschutzmaßnahmen angemessen.
Die Steuerungskabine ist mit allen Bedienknopfen, Anzeigeleuchten und programmierbaren Touch-Displays ausgestattet, die beim Walzen des Produkts benötigt werden, um den Walzbetrieb der gesamten Maschine zu überwachen und zu steuern.
- Verschiedene Schutzmaßnahmen
Der Motor verfügt über den entsprechenden Schaltbrenner für den Schutz vor Kurzschluss durch Überstrom und das entsprechende Wärmerelee für den Schutz vor Überlast.
Die Steigung und Abstieg der unteren und seitlichen Walze verfügen über entsprechende Grenzschalter für den Grenzschutz.
Die Umkippen- und Zurücksetzung des Umkipppfostens sind jeweils mit einem Ober- und Unterschrankenschutz ausgestattet;
Der Hauptstromschalter verfügt über einen Shunt-Tripper und an der Bedienung und am Ende des Abfallgeräts befindet sich eine "Notfallstop"-Taste, mit der der Hauptstrom aus der Ferne abgeschaltet werden kann.
- Verschiedene Sperrfunktionen
Nach vollständigem Wiedereinstellen des Abfallschraubers können die unteren und die seitlichen Rollen angehoben, die positive und negative Drehung der oberen und unteren Seitenrolle und andere Aktionen durchgeführt werden (mit dem Grenzschalter "Wiedereinstellung des Abfallschraubers" zur Erkennung);
- Fehleranzeige
Wenn der Hauptmotor überlastet ist, wird das Fehleranzeigerlicht angezeigt. Wenn die Steuerung ausfällt, leuchtet die Fehleranzeige.
- Funktion der digitalen Anzeige
Das digitale Anzeigesystem verfügt während des Walzvorgangs über die Funktionen der Echtzeitüberwachung, Datentransmission und Stromausfall-Speicherung. Die Mensch-Maschine-Schnittstelle wird auf Chinesisch klar und übersichtlich angezeigt.
- Echtzeitüberwachungsfunktion
Der Bildschirm zeigt die Auf- und Abbewegungsmenge ((Yg、Yf) des unteren Walzenzylinders und das Hebvolumen ((X) der Seitenwalze an.
- Mensch-Maschine-Kommunikationsfunktion
Durch die Betriebseinträge und die LCD-Displays können Sie die Bearbeitung, Modifikation und andere Funktionen der Parameter für das Werkstück realisieren. Die industrielle Steuerung PLC kann die Synchronisierung anhand der automatischen Positionerfassung beider Enden der Aufwalzmaschine steuern und sicherstellen. Die Auflösung der Verschiebung des Verschiebungssensors beträgt 0,05 mm. Es hat die Funktion der automatischen Fehlerdiagnose.
4. Beschreibung der Betriebsleistung der Anlage
Die vier Walzen, die zunächst durch den Motor und dann durch die Verteilbox ausgehen, sind mit der Oberwalze, der Unterwalze und der Seitwalze durch die Kupplung verbunden, um das treibende Drehmoment zu übertragen, um das Biegeverformungsmoment für das Werkstück zu erzeugen und
Der Auf- und Abstieg der unteren Walze wird durch einen Ölzylinder angetrieben. Die unteren Walzen werden senkrecht nach oben und unten gedreht, um das Spannende des Werkstücks zu halten.
Die Seitenrolle wird schräg mit wechselnden Bewegungen des Zylinders angehoben. Die wechselnde Position der Seitenwalze bestimmt die Krümmung des Werkstücks. Beide Seiten der Seitenwalzen können im Prozeß der Kegel- und Zylinderbearbeitung separat eingestellt werden.
5. Hauptkonfiguration von Standardkomponenten
- Selbstgerichtetes Lager in doppelter Reihe ZWZ, China
- Haupthydraulisches Ventil Yuken, China
- Hydraulikpumpe HCHC, China
- Hydraulikmotor Mengniu, China
- PLC-Programmiersteuerung XINJE, China
- Hauptkomponenten für Elektrotechnik Siemens, Deutschland
- Siegelring AILATE (deutsch-chinesisches Gemeinschaftsunternehmen)

