
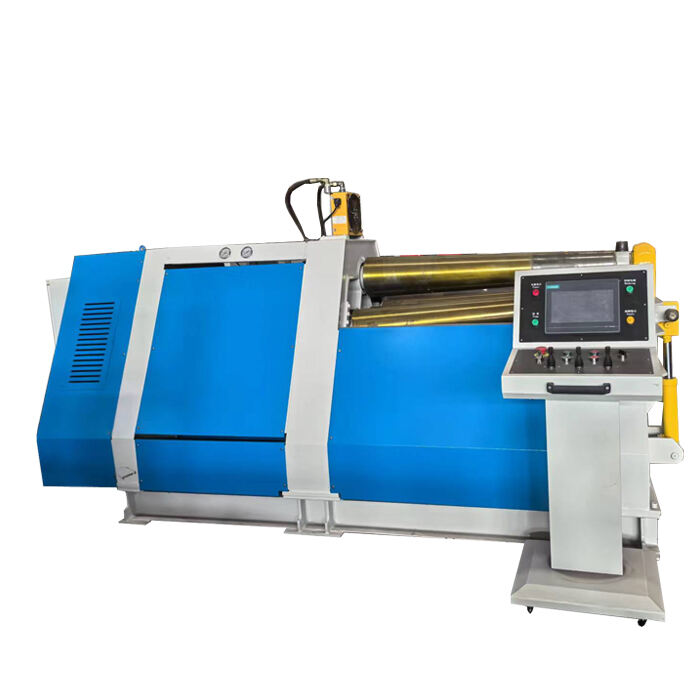

ماشین رولینگ صفحه هیدرولیک W12 با 4 رول W12C-12x2000
ماشین رولینگ صفحه مخروط هائیدرولیک ویژه با 4 رول دارای عملکرد پیش خم و مخروط در همان زمان است. ساختار آن عمدتاً شامل پایه، قفسه جانبی پایینی، قفسه جانبی ثابت، رول کار، دستگاه محرک، دستگاه بلند کردن رول پایین (جانبی) ، دستگاه پایینی، سیستم هیدرولیکی، سیستم کنترل الکتریکی و سایر اجزای آن است.
توضیح
ماشین رولینگ هائیدرولیک مخروط صفحه با 4 رول


1، معرفی متن اصلی
ماشین رولینگ صفحه مخروط هائیدرولیک ویژه با 4 رول دارای عملکرد پیش خم و مخروط در همان زمان است. ساختار آن عمدتاً شامل پایه، قفسه جانبی پایینی، قفسه جانبی ثابت، رول کار، دستگاه محرک، دستگاه بلند کردن رول پایین (جانبی) ، دستگاه پایینی، سیستم هیدرولیکی، سیستم کنترل الکتریکی و سایر اجزای آن است.
ساخت ماشين جمع و جور است، قابل اعتماد در استفاده و آسان در نگهداری است. دستگاه نمایش دیجیتال برای حرکت رولر پایین بالا و پایین و بلند کردن رولر جانبی نصب شده است. بنابراین، کار آسان و کنترل دقیق است. سرنگونی و تنظیم مجدد طرف پای پایین رول بالا و تعادل رول بالا توسط پیچ انجام می شود، بنابراین تخلیه راحت تر است.
چهار رول این ماشین رول های راننده هستند. رول بالا در موقعیت ثابت است، در حالی که رول پایین می تواند بالا و پایین را بالا و پایین کند. هنگامی که ورق فلزی توسط رول های بالا و پایین گیر می شود و آنها چرخش نسبی را آغاز می کنند، اصطکاک بین ورق فلزی و رول های کار رخ می دهد، که منجر به حرکت ورق فلزی می شود. بالا رفتن و افتادن رولر جانبی می تواند صفحه را خم کند. تنظیم حرکت رول جانبی می تواند قوس مورد نیاز یا شعاع خم شدن قطعه کار دایره ای را به دست آورد.
در یک انتهای قفسه ی طرف پای ماشین، یک دستگاه مخروطی بر روی دیوار داخلی قفسه ی طرف پای ماشین قرار دارد که وظیفه ی آن غلبه بر نیروی محوری در فرآیند خم کردن مخروط صفحه ی بخش است. یک بطری روغن سرنگون در خارج قرار دارد. هنگامی که کار نوردی به پایان می رسد، سیلندر روغن تعادل عمل می کند و سیلندر روغن سرنگون کننده برای سرنگون کردن قفسه ی طرف پای پایینی عمل می کند. پس از برداشتن قطعه کار، سیلندر روغن سرنگون کننده برای بازگرداندن قفسه جانبی پای پایینی عمل می کند و این چرخه کاری به پایان می رسد.
صندلی ناقل رول پایین و رول جانبی با پیچ های شیب دار مجهز هستند که می توانند با گسترش شیب شیب شیب شیب دار هنگام رول کردن مخروط همکاری کنند. هنگامی که مشتری نیاز به رول کردن مخروط دارد، رول پایین و رول جانبی تمایل به بالا رفتن دارند و با دستگاه مخروط در سمت پای پایینی برای تکمیل عمل رولینگ همکاری می کنند. هنگامی که مشتری نیاز به رول کردن سیلندر استاندارد دارد، فقط لازم است که رول پایین و رول جانبی را برابر کنید.
2٬ پارامتر فنی اصلی
|
مدل |
W12C-6x1500 |
|
حداکثر عرض خم |
۱۵۰۰میلیمتر |
|
طول رول کار |
1550 میلیمتر |
|
حداکثر ضخامت خم شدن (σs≤245MPa) |
6 میلی متر |
|
حداکثر ضخامت خم شدن (σs≤245MPa) |
5 میلی متر |
|
محدوده مخروط های رولینگ |
≤120° |
|
محدوده قطر کوچک سر رولینگ |
≥120 میلی متر |
|
قطر رول های بالا |
سر کوچکφ90 mm |
|
سر بزرگ φ260 mm |
|
|
قطر رولر پایین |
سر کوچکφ85 mm |
|
سر بزرگ φ255 mm |
|
|
قطر رولر جانبی |
سر کوچکφ85 mm |
|
سر بزرگ φ255 mm |
|
|
نوع راننده |
چهار رول ران |
|
سرعت چرخیدن |
حدود 3 ((m/min) |
|
قدرت موتور |
5.5کیلووات |
3٬ساخت بدن اصلی
ساختار اصلی تجهیزات شامل دستگاه رولر بالا، دستگاه رولر پایین، دستگاه رولر جانبی، دستگاه پایانی، قفسه سمت چپ و راست، دستگاه انتقال، دستگاه شاسی و تعادل، سیستم هیدرولیکی، سیستم کنترل الکترونیکی و غیره است.
3-1٬ دستگاه رول بالا
دستگاه رول بالا از صندلی لوله بالا، رول بالا، دو ردیف خود محور کننده، و غیره تشکیل شده است.
دو ردیف خود تراز کننده ای است که با سرعت کم و بار سنگین خود تراز کننده رول را اتخاذ می کند.
رول بالایی از فولاد آلیاژ 42CrMo ساخته شده است که پس از ماشینکاری خشن با تند کردن HB260 ~ 300 درمان می شود. تشخیص عیب درجه II GB / T6402-1991 انجام می شود، مطابق با استاندارد JB / ZG4289-86 فولاد رول، و سفتی مطابق با (1/700 ~ 1/1000) L است (L -- به فاصله بین خط مرکزی دو طرف قفسه اشاره دارد)
3-2٬ دستگاه رول پایین
دستگاه رولر پایین از صندلی رولر پایین، سیلندر روغن رولر پایین، رولر پایین، رولر دو ردیف تراز و غیره تشکیل شده است.
سیلانتر روغن رولر پایین، نیروی قفل را در طول رولینگ و اصطکاک را برای رولینگ فراهم می کند.
دو ردیف خود تراز کننده ای است که با سرعت کم و بار سنگین خود تراز کننده رول را اتخاذ می کند.
رول پایین از فولاد آلیاژ 42CrMo ساخته شده است که پس از ماشینکاری خشن با تند کردن HB260 ~ 300 درمان می شود. تشخیص عیب درجه II GB / T6402-1991 مطابق با استانداردهای فولاد رول JB / ZG4289-86 انجام می شود و سفتی مطابق با (1/700 ~ 1/1000) L است (L - به فاصله بین خطوط مرکزی دو طرف قفسه اشاره دارد).
سیلندر پایین بالنده از 45 # جعل با درمان حرارتی و هاردر HB217 ~ 255 ساخته شده است.
3-3٬ دستگاه قطره ای
دستگاه پایانی قطره ای شامل یک صندلی سرنگون کننده، یک سیلندر سرنگون کننده و غیره است. سرنگونی دستگاه پای قطره، برداشتن محصول را در امتداد محور رول آسان می کند.
3-4٬ قفسه ی جانبی ثابت، قفسه ی جانبی پایینی و شاسی
ساخت بلندپای جوش سنگین و بسیار قابل اعتماد بر روی ساختار یکپارچه پایه جامد نصب شده است تا دقت و قابلیت اطمینان دستگاه ابزار را تضمین کند. قفسه ها و شاسی ها قطعات جوشیده شده از صفحه فولاد Q235B هستند که پس از جوش گرم می شوند. دو سیلندر از رول پایین با حفره بدون میله کار می کنند تا ثبات سیستم را حفظ کنند، یعنی فشار کار سازگار است، تطبیق سازگار است و منطقه موثر سیلندر بزرگ است. فقط يه مهر پويا هست سرعت بلند کردن مناسب برای الزامات فرآیند صفحه رولینگ است که کنترل هماهنگی دو سیلندر آسان است ، نگهداری آسان است. و قابلیت نگهداری به شدت تقویت می شود.
ساختار کل قاب پایین از صفحه شکل دهی ساخته شده است که به طور کلی جوش داده شده و پس از کاهش استرس لرزش پردازش شده است. ساختار قاب دارای ضریب کششی پیچ و خم بالا، قدرت و سفتی خوب، نصب آسان و استفاده آسان است، به ویژه با تحرک قوی، الزامات پایین برای پایه، و همچنین حرکت آسان است.
3- 5، دستگاه انتقال
دستگاه دارای موتور برای حرکت جعبه توزیع است که سپس یک شاخه رول با یک اتصال را حرکت می دهد.
۳-۶٬ سیستم هیدرولیک
- خلاصه ی کلی
تولید سیستم هیدرولیک به طور دقیق مطابق با استاندارد ملی و استاندارد خط اجرا می شود. طرحش معقوله همچنین بهره وری بالا، صرفه جویی در انرژی، کاهش زباله و منبع گرما را به طور کامل در نظر می گیرد. سیستم مستقل است و نقطه اتصال برای جلوگیری از نشت، مهر و موم حرفه ای را اتخاذ می کند. تعمیر و نگهداری آن آسان و راحت است. پمپ هیدرولیک پمپ روغن با فشار بالا را اتخاذ می کند و شیر هیدرولیک سری دریچه های فوقانی Yuken را اتخاذ می کند و فشار آزمایش 25MPa بدون نشت است. طرح خط لوله ساده است با نشت کمتر، نگهداری آسان و عیب یابی آسان. برای اطمینان از تمیز بودن روغن، فیلتر روغن در پورت پمپ روغن قرار دارد. روغن فشار از پمپ روغن ابتدا وارد سیستم تنظیم فشار می شود، فشار را تنظیم می کند و سپس از بلوک شیر عبور می کند و از طریق شیر عقب به سیلندر می رسد.
- اجزای سیستم هیدرولیک
سیستم هیدرولیکی شامل پمپ روغن، گروه شیر، کانکتور مایع، قطعات کمکی هیدرولیک و غیره است.
شیر هیدرولیک سری شیر های فوق العاده را انتخاب می کند که دارای طرح لوله ساده، نگهداری آسان و عیب یابی است.
این سیستم از سه مدار تشکیل شده است، مدار محافظت از فشار بیش از حد و مدار تنظیم فشار، مدار هم زمان و مدار سرعت. مدار تنظیم فشار فشار فشار کار سیستم را از طریق شیر اصلی تخفیف تنظیم می کند. فشار کار سیستم 19.5MPa است.
مدار همگام سازی به طور همزمان افزایش و سقوط رول پایین و رول جانبی را از طریق شیر گاز شنت تغییر می دهد ، شیر گاز می تواند بالا و پایین تنظیم شود. سنسور جابجایی تشخیص می دهد تا دقت همگام سازی رول پایین و رول جانبی در حدود ± 0.05mm حفظ شود.
مدار سرعت کنترل سرنگونی و تنظیم مجدد طرف پای پایینی را کنترل می کند و سرعت خنک کننده مدار را از طریق شیر گاز تنظیم می کند.
- همه نوع محافظت
بالا رفتن و پایین آمدن رول پایین و رول جانبی به ترتیب با شیر تخفیف برای حفاظت از محدودیت فشار فراهم شده است.
3-7٬ سیستم کنترل الکتریکی
- خلاصه ی کلی
سیستم کنترل الکترونیکی از کابینت کنترل الکترونیکی و کنسول کنترل تشکیل شده است. دستگاه کنترل این ماشین (شامل PLC) در کابینت توزیع برق نصب شده است. نمایش داده های صفحه نمایش باعث می شود که کار آسان باشد. مدار اصلی از جریان متناوب سه فاز 380V / 50Hz استفاده می کند ، مدار ورودی کنترل NC از جریان مستقیم 24V استفاده می کند ، مدار خروجی کنترل از جریان متناوب 220V / 50Hz استفاده می کند. موتور اصلی ایستگاه پمپ هیدرولیک را برای تامین برق هدایت می کند. اجزای اصلی از محصولات معروف داخلی ساخته شده اند که مطابق با استانداردهای ملی ساخته شده اند، ساختار طرح با اقدامات حفاظت از ایمنی لازم منطقی است.
کابینت کنترل با تمام دکمه های کنترل، چراغ های شاخص و صفحه نمایش لمسی قابل برنامه ریزی که در فرآیند رولینگ محصول مورد نیاز است، برای نظارت و کنترل وضعیت کار رولینگ کل ماشین مجهز است.
- همه نوع محافظت
موتور دارای قطع کننده مربوطه برای محافظت از مدار کوتاه بیش از حد جریان و رله حرارتی مربوطه برای محافظت از بیش از حد بار است.
در بالا و پایین رولر پایین و کنار دارای سوئیچ های محدودی برای حفاظت از حد است.
برای سرنگونی و تنظیم مجدد سیلندر سرنگونی، حفاظت از سوئیچ های محدودی بالا و پایین مورد استفاده قرار می گیرد.
قطع کننده اصلی برق دارای شنت تریپر است و دکمه "ایمرجنسی استاپ" در میز عمل و طرف پای قطره برای قطع برق اصلی از راه دور وجود دارد.
- همه جور قفل
پس از اینکه قفسه ی پایینی کاملاً تنظیم شده است، بلند کردن رول پایین و رول جانبی، چرخش مثبت و منفی رول بالا و پایین و سایر اقدامات می تواند انجام شود (با سوئیچ محدودی "باز تنظیم رف پایینی" برای تشخیص) ؛
- نشانه خطا
وقتي موتور اصلي زياد بار داره، چراغ نشون دهنده خطا روشن ميشه. وقتی PLC خراب می شود، چراغ نشان دهنده خرابی روشن می شود.
- عملکرد صفحه نمایش دیجیتال
سیستم نمایش دیجیتال دارای توابع نظارت در زمان واقعی، انتقال داده و حافظه شکست برق در فرآیند رولینگ است. رابط انسان-ماشین به صورت بصری و واضح به زبان چینی نمایش داده می شود.
- عملکرد نظارت در زمان واقعی
صفحه نمایش نمایش جابجایی بالا و پایین ((Yg、Yf) از سیلندر رولر پایین و حجم بلند ((X) از رولر جانبی را نشان می دهد.
- عملکرد ارتباطات انسان و ماشین
از طریق ورودی های سیستم و صفحه نمایش LCD، شما می توانید ویرایش، اصلاح و سایر توابع پارامترهای قطعه را درک کنید. کنترل کننده صنعتی PLC می تواند کنترل و اطمینان از دقت همگام سازی را با توجه به تشخیص خودکار موقعیت هر دو سر از رول بالا کنترل کند. وضوح جابجایی سنسور جابجایی 0.05mm است. اين دستگاه تابع تشخيص خطا اتوماتيک را داره.
4٬وصف عملکرد عملیات تجهیزات
چهار رول اول از طریق موتور و سپس از طریق جعبه توزیع، آنها به ترتیب با رول بالا، رول پایین و رول جانبی با اتصال به انتقال گشتاور راننده متصل می شوند، به منظور ارائه گشتاور تغییر شکل خم برای قطعه کار و اطمینان از عملکرد دقیق و پایدار قطعه کار رول شده.
بالا رفتن و افتادن رول پایین توسط سیلندر روغن هدایت می شود. رول پایین را به صورت عمودی بالا و پایین بکشید تا انتهای قفل کننده قطعه کار را پیشگیر و قفل کند.
رول های جانبی به صورت کج با حرکت متقابل توسط سیلندر بالا می روند. موقعیت متقابل رول جانبی منحنی قطعه را تعیین می کند. هر دو طرف رول های جانبی را می توان به طور جداگانه در فرآیند پردازش مخروط و سیلندر تنظیم کرد.
5٬تعداد قطعات استاندارد اصلی
- دو ردیف خود تراز کننده ZWZ، چین
- شیر هیدرولیک اصلی Yuken، چین
- پمپ هیدرولیک HCHC، چین
- موتور هیدرولیک Mengniu، چین
- کنترل کننده قابل برنامه ریزی PLC XINJE، چین
- اجزای اصلی الکتریکی زیمنس، آلمان
- حلقه مهر و موم AILATE ((شركت مشترک چین و آلمان)

