
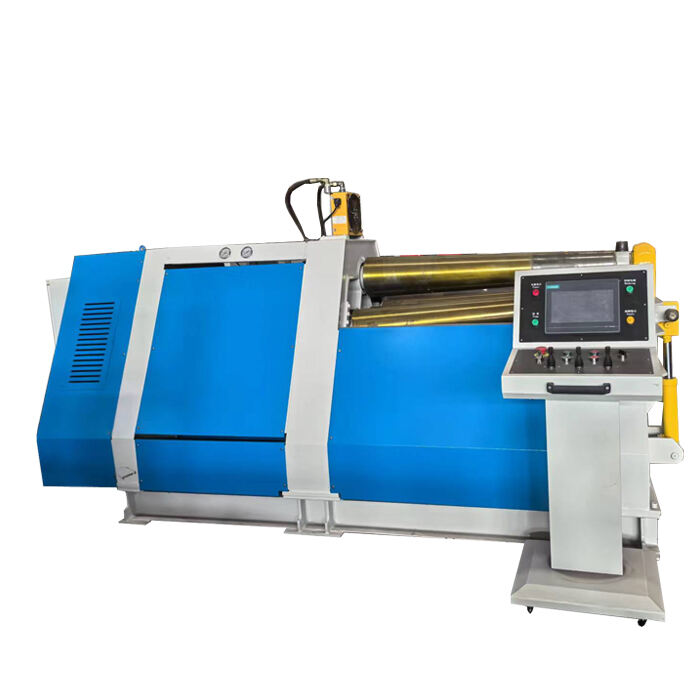

W12 machine à laminer des plaques hydrauliques à 4 rouleaux W12C-12x2000
La machine de laminage de plaques à cône à 4 rouleaux spéciale hydraulique à réglage diagonal vers le bas a les fonctions de pré-flexion et de conification en même temps. Sa structure est principalement constituée de base, de support latéral de fin de chute, de support latéral fixe, de rouleau de travail, de dispositif de conduite, de dispositif de levage de rouleau inférieur (latéral), de dispositif de fin de chute, de système hydraulique, de système de commande éle
Description
Rouleuse à plaques à cône hydraulique à 4 rouleaux


1, Introduction du corps principal
La machine de laminage de plaques à cône à 4 rouleaux spéciale hydraulique à réglage diagonal vers le bas a les fonctions de pré-flexion et de conification en même temps. Sa structure est principalement constituée de base, de support latéral de fin de chute, de support latéral fixe, de rouleau de travail, de dispositif de conduite, de dispositif de levage de rouleau inférieur (latéral), de dispositif de fin de chute, de système hydraulique, de système de commande éle
La machine est compacte en structure, fiable en utilisation et facile à entretenir. Un dispositif d'affichage numérique est installé pour déplacer le rouleau inférieur vers le haut et vers le bas et soulever le rouleau latéral. Par conséquent, l'opération est pratique et le contrôle est précis. Le renversement et le réinitialisation du côté de l'extrémité de chute du rouleau vers le haut et l'équilibre du rouleau vers le haut sont effectués par la vis, de sorte que la décharge est plus pratique.
Les quatre rouleaux de cette machine sont des rouleaux motrices. Le rouleau supérieur est en position fixe, tandis que le rouleau inférieur peut être soulevé vers le haut et vers le bas. Lorsque la tôle est serrée par des rouleaux supérieurs et inférieurs et qu'ils commencent une rotation relative, il y a friction entre la tôle et les rouleaux de travail, ce qui entraîne le mouvement de la tôle. La montée et la chute du rouleau latéral peuvent faire plier la plaque. En réglant le mouvement du rouleau latéral, on peut obtenir l'arc ou le rayon de courbure requis de la pièce circulaire.
À une extrémité du support latéral de la machine, un dispositif de conification est disposé sur la paroi interne du support latéral de la machine, dont la fonction est de surmonter la force axiale dans le processus de flexion du cône de la plaque de secteur. Une bouteille d'huile renversement est disposée à l'extérieur. Lorsque le travail de laminage est terminé, la bouteille d'huile d'équilibre agit et la bouteille d'huile de renversement agit pour faire renverser le support de côté de l'extrémité de chute. Après le retrait de la pièce, la bouteille d'huile de renversement rétablit le support de la fin de chute et ce cycle de travail prend fin.
Le siège de roulement du rouleau inférieur et du rouleau latéral sont équipés de charnières inclinées, qui peuvent coopérer avec l'extension inclinée vers le haut de l'arbre du rouleau lorsque le cône est roulé. Lorsque le client a besoin de rouler des cônes, le rouleau inférieur et le rouleau latéral ont tendance à s'élever et coopèrent avec le dispositif cône du côté de l'extrémité de chute pour compléter l'action de roulis. Lorsque le client exige de rouler le cylindre standard, il suffit de niveler le rouleau inférieur et le rouleau latéral.
2 ̊ Principaux paramètres techniques
|
Modèle |
Les données de référence doivent être fournies à l'autorité compétente. |
|
Largeur maximale de flexion |
1500mm |
|
La longueur du rouleau de travail |
1550mm |
|
Épaisseur maximale de flexion (σs≤245MPa) |
6mm |
|
Épaisseur maximale de flexion (σs≤245MPa) |
5mm |
|
Plage de cônes de laminage |
≤120° |
|
Plage de diamètre de la petite tête de laminage |
≥ 120 mm |
|
Diamètre des rouleaux supérieurs |
Petite têteφ90 mm |
|
Tête grande φ260 mm |
|
|
Diamètre du rouleau de fond |
Petite têteφ85 mm |
|
Cap large φ255 mm |
|
|
Diamètre du rouleau latéral |
Petite têteφ85 mm |
|
Cap large φ255 mm |
|
|
Type de conduite |
à quatre rouleaux |
|
Vitesse de roulement |
Environ 3 m/min |
|
Puissance du moteur |
5.5KW |
3 ̊ Structure du corps principal
La structure principale de l'équipement est composée d'un dispositif à rouleaux vers le haut, d'un dispositif à rouleaux vers le bas, d'un dispositif à rouleaux latéraux, d'un dispositif à extrémité de chute, d'un support à gauche et à droite, d
3-1 ̊Rollant vers le haut
Le dispositif à rouleaux vers le haut est composé d'un siège de roulement vers le haut, d'un roulement vers le haut, d'un roulement à double rangée auto-aligné, etc.
Le roulement à double rangée adopte un roulement à rouleaux auto-alignés à basse vitesse et à charge lourde.
Le rouleau supérieur est en acier allié 42CrMo, qui est traité par trempage HB260~300 après usinage brut. La détection de défauts de grade II de GB/T6402-1991 est effectuée, conformément à la norme JB/ZG4289-86 en acier à rouleaux, et la rigidité est conforme à (1/700~1/1000) L (L - se réfère à la distance entre la ligne centrale des deux cô
3-2 ̊ Dispositif de roulement inférieur
Le dispositif à rouleaux inférieurs est composé d'un siège de roulement inférieur, d'une bouteille d'huile de roulement inférieur, d'un roulement inférieur, d'un roulement d'alignement à double rangée, etc.
La bouteille d'huile du rouleau inférieur r fournit une force de serrage pendant le laminage et un frottement pour le laminage.
Le roulement à double rangée adopte un roulement à rouleaux auto-alignés à basse vitesse et à charge lourde.
Le rouleau inférieur est en acier allié 42CrMo, qui est traité par trempage HB260~300 après usinage brut. La détection de défauts de grade II de GB/T6402-1991 est effectuée, conformément aux normes JB/ZG4289-86 en acier à rouleaux, et la rigidité est conforme à (1/700~1/1000) L (L - se réfère à la distance entre les lignes centrales des deux cô
Le cylindre de levage à rouleaux inférieur est fabriqué en forgeage 45# avec traitement thermique et tempérage HB217~255.
3-3 ̊ Dispositif de dépose
Le dispositif de décharge est constitué d'un siège renversement, d'un cylindre renversement, etc. Le cylindre renversement est traité par une barrette de piston chromée. Le renversement du dispositif de décharge facilite le retrait du produit le long de l'axe du rouleau.
3-4 ̊Rac côté fixe, rack côté de sortie et châssis
La construction de support soudé à haute fiabilité et à haute résistance est montée sur la structure intégrale de cadre solide pour assurer la précision et la fiabilité de la machine-outil. Les supports et le châssis sont des pièces soudéses en tôle d'acier Q235B, qui sont trempées après soudage. Les deux cylindres du rouleau inférieur fonctionnent avec une cavité sans tige pour maintenir la cohérence du système, c'est-à-dire que la pression de travail est constante, que l'appariement est constant et que la surface effective du cylindre est grande. Il n'y a qu'un seul sceau dynamique. La vitesse de levage est adaptée aux exigences du processus de laminage de la plaque, ce qui est facile à contrôler la synchronisation des deux cylindres, facile à entretenir. Et la durabilité est grandement renforcée.
La structure globale du cadre inférieur est faite de plaque de moulage soudés dans son ensemble et traité après déstress vibration. La structure du cadre a un coefficient de section de torsion élevé, une bonne résistance et rigidité, une installation pratique et une utilisation facile, répond notamment aux exigences d'exploitation avec une forte mobilité, de faibles exigences pour la fondation, et il est également facile à déplacer.
3-5 ̊ Dispositif de transmission
L'appareil est équipé d'un moteur pour entraîner la boîte de distribution, qui entraîne ensuite un arbre à rouleaux avec un coupleur.
3-6 ̊ Système hydraulique
- Vue d'ensemble
La production de systèmes hydrauliques est strictement mise en œuvre conformément à la norme nationale et à la norme de ligne. La disposition est raisonnable. Elle prend également pleinement en considération une efficacité élevée, des économies d'énergie, une réduction des déchets et une source de chaleur. Le système est indépendant et le point de connexion adopte un scellant professionnel pour éviter les fuites. Il est facile et pratique à réparer et à entretenir. La pompe hydraulique adopte une pompe à huile haute pression, et la vanne hydraulique adopte la série de vannes de superposition Yuken, et la pression d'essai est de 25 MPa sans fuite. La disposition des pipelines est simple avec moins de fuites, une maintenance facile et un débogage pratique. Pour assurer la propreté de l'huile, un filtre à huile est installé au point de départ de la pompe à huile. L'huile sous pression de la pompe à huile entre d'abord dans le système de régulation de la pression, régle la pression, passe ensuite à travers le bloc de vanne et conduit au cylindre par la vanne de retour.
- Composants du système hydraulique
Le système hydraulique est composé de pompe à huile, de groupe de vannes, de connecteur de fluide, de pièces auxiliaires hydrauliques, etc.
La soupape hydraulique sélectionne une série de soupapes superposées, qui a une disposition de tuyauterie simple, une maintenance et un débogage faciles.
Le système est composé de trois circuits, circuit de protection contre la surpression et de régulation de la pression, circuit synchrone et circuit de vitesse. Le circuit de régulation de la pression régle la pression de travail du système par la soupape de soulagement principale. La pression de travail du système est de 19,5 MPa.
Le circuit de synchronisation détourne synchronément la montée et la descente du rouleau inférieur et du rouleau latéral par la vanne d'accélération de détour, la vanne d'accélération peut s'ajuster vers le haut et vers le bas. Le capteur de déplacement détecte de sorte que la précision de synchronisation du rouleau inférieur et du rouleau latéral soit maintenue à ±0,05 mm.
Le circuit de vitesse contrôle le renversement et le réinitialisation du côté de l'extrémité de chute et ajuste la vitesse de throttling du circuit à travers la vanne d'accélération.
- Toutes sortes de protection
La montée et la descente du rouleau inférieur et du rouleau latéral sont respectivement équipées d'une soupape de soulagement pour protéger la limite de pression.
3-7■ Système de commande électrique
- Vue d'ensemble
Le système de commande électronique est composé d'un boîtier de commande électronique et d'une console de commande. Les appareils de commande de cette machine (y compris le PLC) sont installés dans le cabinet de distribution d'énergie. L'affichage des données à l'écran facilite le fonctionnement. Le circuit principal utilise un courant alternatif à trois phases de 380 V/50 Hz, le circuit d'entrée de commande NC utilise un courant continu de 24 V, le circuit de sortie de commande utilise un courant alternatif de 220 V/50 Hz. Le moteur principal entraîne la station de pompage hydraulique pour fournir de l'énergie. Les principaux composants sont fabriqués à partir de produits célèbres nationaux qui sont fabriqués en stricte conformité avec les normes nationales, la structure de mise en page est raisonnable avec les mesures de protection de la sécurité nécessaires.
Le boîtier de commande est équipé de tous les boutons de commande, de l'indicateur lumineux et de l'affichage tactile programmable nécessaires au processus de laminage du produit, afin de surveiller et de contrôler l'état de fonctionnement du laminage de l'ensemble de la machine.
- Toutes sortes de protection
Le moteur est équipé de l'interrupteur correspondant pour la protection contre les courts-circuits par surcourant et du relais thermique correspondant pour la protection contre la surcharge;
La montée et la descente du rouleau inférieur et du rouleau latéral sont équipées de commutateurs de limite correspondants pour la protection des limites;
Le renversement et le réinitialisation du cylindre renverser sont assurés respectivement par la protection de l'interrupteur de limite supérieure et inférieure;
Le disjoncteur principal est équipé d'un démarreur de shunt et il y a un bouton "Arrêt d'urgence" sur la table d'opération et sur le côté de l'extrémité de la chute pour couper l'alimentation principale à distance.
- Toutes sortes de verrouillage
Après que le support de fin de chute ait été entièrement réinitialisé, le levage du rouleau inférieur et du rouleau latéral, la rotation positive et négative du rouleau latéral supérieur et inférieur et d'autres actions peuvent être effectuées (avec l'interrupteur de limite "réinitialisation du support
- Indication de défaut
Lorsque le moteur principal est surchargé, le témoin de défaut s'allume. Lorsque le PLC tombe en panne, le voyant d'indication de panne s'allume.
- Fonction de l'affichage numérique
Le système d'affichage numérique a pour fonction de surveiller en temps réel, de transmettre des données et de mémoriser les pannes de courant pendant le roulement. L'interface homme-machine est affichée intuitivement et clairement en chinois.
- Fonction de surveillance en temps réel
L'écran de l'écran affiche le déplacement vers le haut et vers le bas ((Yg、Yf) du cylindre inférieur du rouleau et le volume de levage ((X) du rouleau latéral.
- Fonction de communication homme-machine
Grâce aux entrées de fonctionnement du système et aux écrans LCD, vous pouvez réaliser l'édition, la modification et d'autres fonctions des paramètres de la pièce. Le contrôleur industriel PLC peut contrôler et assurer la précision de la synchronisation selon la détection automatique de la position des deux extrémités du rouleau vers le haut. La résolution du capteur de déplacement est de 0,05 mm. Il a la fonction de diagnostic automatique des défauts.
4、Description des performances de fonctionnement de l'équipement
Les quatre rouleaux sortent d'abord par le moteur, puis par la boîte de distribution, ils sont respectivement reliés au rouleau supérieur, au rouleau inférieur et au rouleau latéral par l'accouplement pour transférer le couple de traction, afin de fournir un couple de déformation de flexion à la
La montée et la descente du rouleau inférieur sont entraînées par une bouteille d'huile. Le rouleau inférieur est déplacé vers le haut et vers le bas verticalement pour maintenir l'extrémité de serrage de la pièce en mouvement et serrée.
Le rouleau latéral se soulève obliquement avec un mouvement réciproque du cylindre. La position de rotation du rouleau latéral détermine la courbure de la pièce. Les deux côtés des rouleaux latéraux peuvent être réglés séparément dans le processus de traitement du cône et du cylindre.
5、Configuration du composant principal standard
- Rameau à double rangée auto-aligné ZWZ, Chine
- Ventilateur hydraulique principal Yuken, Chine
- Pompes hydrauliques HCHC, Chine
- Moteur hydraulique Mengniu, Chine
- Contrôleur programmable PLC XINJE, Chine
- Principaux composants électriques Siemens, Allemagne
- Rings de scellement AILATE (entreprise commune sino-allemande)

