
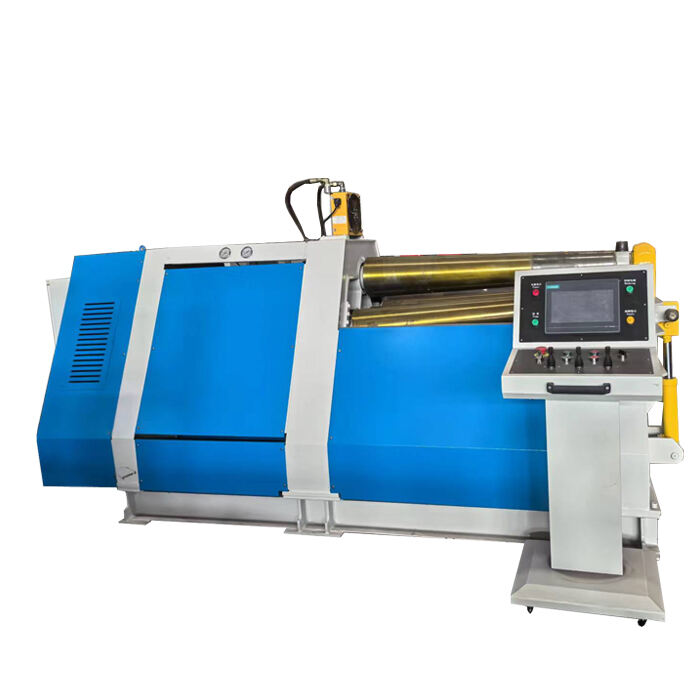

W12 hydrauliczna walcowana płytka z 4 rolkami W12C-12x2000
Specjalna hydrauliczna przekątna do dołu ustawialna stożkowa walcowana maszyna do walcowania płyt z 4 rolkami ma funkcje wstępnego gięcia i stożkowania jednocześnie. Jego struktura składa się głównie z podstawy, stojaka bocznego końca, stałego stojaka bocznego, walca roboczego, urządzenia napędowego, urządzenia podnoszącego dolne (boczne) walcowanie, urządzenia końcowego, systemu hydraulicznego, systemu sterowania elektrycznego i innych komponentów
Opis
hydrauliczna walcarka do blach stożkowych z 4 rolkami


1. Wprowadzenie do treści głównej
Specjalna hydrauliczna przekątna do dołu ustawialna stożkowa walcowana maszyna do walcowania płyt z 4 rolkami ma funkcje wstępnego gięcia i stożkowania jednocześnie. Jego struktura składa się głównie z podstawy, stojaka bocznego końca, stałego stojaka bocznego, walca roboczego, urządzenia napędowego, urządzenia podnoszącego dolne (boczne) walcowanie, urządzenia końcowego, systemu hydraulicznego, systemu sterowania elektrycznego i innych komponentów
Maszyna charakteryzuje się kompaktową konstrukcją, jest niezawodna w użytkowu i łatwa w obsłudze. Zainstalowano urządzenie wyświetlające cyfrowo do poruszania górnym wałem w górę i w dół oraz podnoszenia bocznego wału. Dzieki temu operacja jest wygodna, a kontrola dokładna. Obrotowy przewrót i resetowanie spadającej strony górnego wału oraz równowaga górnego wału są realizowane za pomocą śruby, co sprawia, że wyładunek jest bardziej wygodny.
Cztery rolki tej maszyny są rolkami napędowymi. Górna rolka jest w stałej pozycji, natomiast dolna rolka może się podnosić i opuszczać. Gdy arkusz metalu jest ściskany przez górne i dolne rolki i zaczynają się one obracać względnym ruchem obrotowym, pomiędzy blachą a rolkami roboczymi występuje tarcie, co powoduje ruch blachy. Podnoszenie się i opadanie rolki bocznej może powodować wyginanie się płyty. Regulacja ruchu rolki bocznej może uzyskać wymagany łuk lub promień krzywizny okrągłego przedmiotu obrabianego.
Na jednym końcu ramy bocznej z opuszczanym końcem maszyny umieszczono urządzenie do formowania stożkowego na wewnętrznej ścianie ramy bocznej z opuszczanym końcem, które ma na celu pokonanie siły osiowej podczas procesu gięcia stożkowego płyty sektorowej. Zewnętrznie zamontowano cylindry hydraulyczne do przewracania. Gdy praca toczna jest zakończona, działają cylindry równoważące i cylindry przewracające, powodując przewrócenie ramy bocznej z opuszczanym końcem. Po usunięciu elementu roboczego cylindry przewracające przywracają ramę boczną do pierwotnej pozycji, a tym samym kończy się cykl pracy.
Podstawka osi dolnego wałka i bocznego wałka są wyposażone w obrotowe zawiasy, które mogą współpracować z podnoszącym się rozszerzeniem osi wałka podczas formowania stożka. Gdy klient wymaga formowania stożków, dolny wałek i boczny wałek nachylają się do góry, współpracując z urządzeniem stożkowym ze strony końcową opadającą, aby ukończyć ruch formujący. Gdy klient wymaga formowania standardowego walców, wystarczy po prostu wyровnać dolny wałek i boczny wałek.
2、główny parametr techniczny
|
Model |
w12c-6x1500 |
|
maksymalna szerokość gięcia |
1500mm |
|
długość wałka roboczego |
1550mm |
|
maksymalna grubość gięcia (σs≤245mpa) |
6mm |
|
maksymalna grubość gięcia (σs≤245mpa) |
5mm |
|
asortyment rożków tocznych |
≤120° |
|
zakres średnicy małej głowicy walcowej |
≥120 mm |
|
Średnica górnego wałka |
Mała głowa φ90 mm |
|
Duża głowa φ260 mm |
|
|
średnica dolnego wałka |
Mała głowa φ85 mm |
|
Duża głowa φ255 mm |
|
|
średnica rolki bocznej |
Mała głowa φ85 mm |
|
Duża głowa φ255 mm |
|
|
typ jazdy |
napęd na cztery rolki |
|
prędkość toczenia |
około 3(m/min) |
|
Moc silnika |
5.5kw |
3. Struktura korpusu głównego
Główna konstrukcja urządzenia składa się z urządzenia górnego wałka, urządzenia dolnego wałka, urządzenia bocznego wałka, urządzenia końcowego opadającego, lewej i prawej ramy bocznej, urządzenia napędowego, nadwozia i urządzenia równoważącego, systemu hydraulicznego, systemu elektronicznego sterowania itp.
3-1, urządzenie do wałkowania w górę
Urządzenie górnego wałka składa się z podstawki osi górnego wałka, górnego wałka, dwurzędowego samowyrównującego się łożyska itp.
Dwurzędowe łożysko samonastawne wykorzystuje wolnoobrotowe i wysokoobciążone łożysko wałeczkowe samonastawne.
Górny wałek wykonany jest z stali stopowej 42CrMo, która poddana jest wstępnemu obróbki mechanicznej, a następnie utemperowana do twardości HB260~300. Przeprowadzane jest badanie niezawodności klasy II zgodnie z normą GB/T6402-1991, wyrównując to do standardu stalowego wałka JB/ZG4289-86, przy czym sztywność odpowiada (1/700~1/1000)L (L - oznacza odległość między osiami środkowymi obu boków ramy).
3-2、urządzenie dolnego wałka
Urządzenie dolnego wałka składa się z podstawy osi dolnego wałka, cylindra olejowego dolnego wałka, samego dolnego wałka, dwurzędowego łożyska kulowego itp.
Cylindry olejowe dolnego wałka zapewniają siłę zaciskania podczas wyginania oraz tarcie niezbędnego podczas przetaczania.
Dwurzędowe łożysko samonastawne wykorzystuje wolnoobrotowe i wysokoobciążone łożysko wałeczkowe samonastawne.
dolny wałek wykonany jest ze stali stopowej 42crmo, poddanej hartowaniu hb260~300 po obróbce zgrubnej. Przeprowadzono wykrywanie wad stopnia II gb/t6402-1991 zgodnie z normami stali walcowanej jb/zg4289-86, a sztywność jest zgodna z (1/700~1/1000)l (l — odnosi się do odległości między liniami środkowymi dwóch boków zębatki).
dolny cylinder podnoszący rolkę wykonany jest z odkuwek 45# poddanych obróbce cieplnej i odpuszczaniu hb217~255.
3-3、urządzenie końcowe typu drop
Urządzenie końcowe opadające składa się z podstawy przewracającej, cylindra przewracającego itp. Osadnik tłoka cylindra przewracającego poddany jest obróbce chromowania. Przewracanie urządzenia końcowego ułatwia usuwanie produktu wzdłuż osi wałka.
3-4、stały bagażnik boczny, bagażnik boczny z opuszczanym końcem i podwozie
Konstrukcja solidnej ramy spawanej, charakteryzująca się dużą wytrzymałością i niezawodnością, jest zamontowana na integralnej ramie podstawowej, aby zapewnić dokładność i niezawodność maszyny. Ramy i nadwozie są elementami spawanymi z blachy stalowej Q235B, które przechodzą proces odstępowania po spawaniu. Dwa waleczki dolnego wału pracują z komorą bez tłoka, co gwarantuje spójność systemu, tj. stały ciśnienie robocze, zgodność dopasowania oraz duży skuteczny obszar cylindra. Istnieje tylko jedno uszczelnienie dynamiczne. Prędkość podnoszenia jest dostosowana do wymagań procesu wirowania blach, co ułatwia kontrolowanie synchronizacji dwóch cylindrów oraz ich konserwację. Natomiast konserwowalność została znacznie zwiększone.
Całkowita ramowa konstrukcja dolna jest wykonana z blachy wygiętej, spawanej w całość i przetworzonej po dekoncentracji drgań. Konstrukcja ramowa ma wysoki współczynnik przekroju skręcającego, dobrą wytrzymałość i sztywność, łatwe montowanie oraz prostą obsługu, zwłaszcza spełnia wymagania eksploatacyjne związane z dużą mobilnością, niskimi wymaganiami pod kątem fundamentu oraz łatwością przenoszenia.
3-5, urządzenie transmisyjne
Urządzenie posiada silnik napędzający rozdzielnię, która następnie napędza wał rolkowy za pomocą sprzężenia.
3-6、układ hydrauliczny
- ogólny przegląd
Produkcja układu hydraulycznego jest ściśle realizowana zgodnie ze standardem krajowym i linii produkcyjnej. Rozkład jest rozsądny. Również w pełni uwzględniono wysoką wydajność, oszczędność energii, redukcję odpadów i źródła ciepła. Układ jest niezależny, a punkt połączenia używa profesjonalnego materiału pieczętującego, aby zapobiec przeciekom. Naprawa i konserwacja są łatwe i wygodne. Pompę hydrauliczną stanowi wyspiessa pompka olejowa, a zawór hydrauliczny to seria nakładkowych zaworów Yuken, a ciśnienie próbkowe wynosi 25MPa bez przecieków. Układ rurociągów jest prosty, z małymi przeciekami, łatwą konserwacją i wygodnym debugowaniem. Aby zapewnić czystość oleju, umieszczono filtr olejowy na wylotach pompy olejowej. Olej pod ciśnieniem z pompy najpierw wchodzi do systemu regulacji ciśnienia, reguluje ciśnienie, a następnie przechodzi przez blok zaworowy i dociera do cylindra przez zawór odwracalny.
- Komponenty układu hydraulicznego
Układ hydrauliczny składa się z pompy olejowej, grupy zaworów, łącznika cieczy oraz elementów pomocniczych hydraulicznych itp.
Zawór hydrauliczny wybiera serię zaworów superpozycyjnych, które mają prosty układ rurociągu, łatwą konserwację i debugowanie.
Układ składa się z trzech obwodów: obwodu ochrony przed nadciśnieniem i regulacji ciśnienia, obwodu synchronizacji oraz obwodu prędkości. Obwód regulacji ciśnienia dostosowuje ciśnienie robocze układu za pomocą głównego zaworu bezpieczeństwa. Ciśnienie robocze układu wynosi 19,5 MPa.
Obwód synchronizacji jednocześnie steruje podnoszeniem i opuszczaniem dolnej wałka i bocznego wałka za pomocą zaworu dystrybucyjnego z ogranicznikiem przepływu, który może regulować ruch w górę i w dół. Czujnik przemieszczenia wykrywa tak, aby dokładność synchronizacji dolnego wałka i bocznego wałka była utrzymywana w granicach ±0,05 mm.
Obwód prędkości kontroluje obalenie i powrót do pozycji początkowej końcówki spadania bocznej, a prędkość przepływu w obwodzie jest regulowana za pomocą ogranicznika przepływu.
- wszelkiego rodzaju ochrona
Podnoszenie i opuszczanie dolnego wałka i bocznego wałka są wyposażone oddzielnie w zawory bezpieczeństwa do ochrony przed przekroczeniem ciśnienia.
3-7、układ sterowania elektrycznego
- ogólny przegląd
System elektroniczny sterowania składa się z szafy sterującej i konsoli operacyjnej. Urządzenia sterujące tego maszyny (w tym PLC) są zainstalowane w szafie rozdzielczym. Wyświetlanie danych na ekranie ułatwia operację. Główny obwód używa trójfazowego prądu przemiennego 380V/50Hz, wejściowy obwód sterowania NC używa prądu stałego 24V, a obwód wyjściowy sterowania używa prądu przemiennego 220V/50Hz. Głowny silnik napędza stację pompy hydraulicznej dostarczając energii. główne komponenty są produkowane przez znane krajowe firmy, które ściśle przestrzegają standardów krajowych, konstrukcja układu jest rozsądna z niezbędnymi środkami ochrony bezpieczeństwa.
Szafa sterująca jest wyposażona we wszystkie przyciski sterujące, diody sygnalizacyjne oraz programowalny dotykowy wyświetlacz, które są potrzebne podczas procesu walcowania produktu, aby monitorować i kontrolować stan pracy walcowania całej maszyny.
- wszelkiego rodzaju ochrona
Silnik ma odpowiadający mu przerywacz elektryczny do ochrony przed przekładem i odpowiedni relays termiczny do ochrony przed przeciążeniem;
Podnosi się i opuszcza dolny i boczny wał z odpowiednimi przełącznikami granicznymi dla ochrony granicznej;
wywrócenie i ponowne ustawienie cylindra wywrotnego są odpowiednio zabezpieczone górnym i dolnym wyłącznikiem krańcowym;
Główny przerywacz głównego obwodu ma rozruch prądem odgałęźnym, a na pulpicie operacyjnym i przy stronie opuszczanej końcówki znajduje się przycisk "Pilne Zatrzymanie" do zdalnego wyłączenia głównej mocy.
- wszelkiego rodzaju blokady
Po pełnym zwrocie ramy końcowej można wykonywać podnoszenie dolnego wału i bocznego wału, obrót dodatni i ujemny górnego i dolnego wału bocznego oraz inne działania (z wykorzystaniem przełącznika granicznego "zwrotu ramy końcowej" do wykrywania);
- wskazanie usterki
Gdy silnik główny jest przeciążony, dioda wskazująca awarii poinformuje o tym. W przypadku awarii PLC dioda wskazująca awarię informuje o tym.
- funkcja wyświetlacza cyfrowego
Cyfrowy system wyświetlania ma funkcje monitorowania w czasie rzeczywistym, transmisji danych i zapamiętywania awarii zasilania w trakcie toczenia. Interfejs człowiek-maszyna jest wyświetlany intuicyjnie i wyraźnie w języku chińskim.
- funkcja monitorowania w czasie rzeczywistym
Ekran monitora wyświetla przesunięcie wertykalne (Yg, Yf) cylindra dolnego wału i objętość podnoszenia (X) wału bocznego.
- funkcja komunikacji człowiek-maszyna
Przez operację systemu i wyświetlacze LCD można zrealizować edycję, modyfikację oraz inne funkcje parametrów dla części roboczej. Przemysłowy kontroler PLC może kontrolować i gwarantować dokładność synchronizacji na podstawie automatycznego wykrywania położenia obu końców górnego walcowego. Rozdzielczość czujnika przesunięcia wynosi 0.05mm. Posiada funkcję automatycznej diagnostyki awarii.
4、opis wydajności działania sprzętu
Cztery waleczki wyjściowe napędzane są początkowo przez motor, a następnie przez rozdzielacz, który jest odpowiednio połączony z górnym, dolnym i bocznym walcem za pomocą sprzęgło, aby przenosić moment obrotowy, zapewniając moment deformacji zginanej dla części roboczej i gwarantując dokładne i stabilne działanie zgiętej części.
Podnoszenie i opuszczanie dolnego walca jest napędzane przez cylindry hydrauliczne. Napędzają one ruch dolnego walca wertykalnie w górę i w dół, aby utrzymać preliminarne zagięcie i zaciskanie końców części roboczej.
Boczny wałek podnosi się pochyło za pomocą wahadłowego ruchu wywoływanego przez walec. Pozycja wahadłowa bocznego wałka określa krzywiznę części roboczej. Obie strony bocznych wałków mogą być dostosowywane niezależnie w procesie obróbki stożków i walców.
5. Główna konfiguracja standardowego komponentu
- Podwójny rzędowy samowyrównujący się łożysko ZWZ, Chiny
- Główny hydrauliczny zawór Yuken, Chiny
- Hydrauliczny pompa HCHC, Chiny
- Hydrauliczny silnik Mengniu, Chiny
- PLC programowalny kontroler XINJE, Chiny
- główne komponenty elektryczne Siemens, Niemcy
- Pierścień szczelniący AILATE (spółka sino-niemiecka)

