
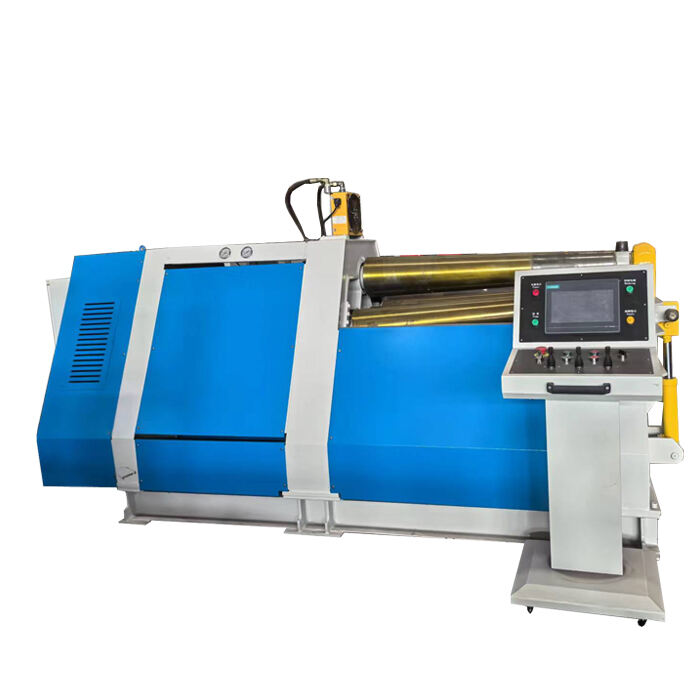

Гидравлическая валочная машина W12 с 4 валками W12C-12x2000
Специальная гидравлическая диагональная вниз регулируемая конусовая прокатная машина с 4 роликами имеет функции предварительного изгиба и конусообразования одновременно. Его структура состоит в основном из основания, боковой стойки для спуска, фиксированной боковой стойки, рабочего ролика, приводной устройства, нижнего (бокового) подъемного устройства для ролика, устройства для спуска, гидравлической системы, системы электрического управления и других компонентов.
Описание
Гидравлический конический роликовый станок с четырьмя валами


1. Введение в основную конструкцию
Специальная гидравлическая диагональная вниз регулируемая конусовая прокатная машина с 4 роликами имеет функции предварительного изгиба и конусообразования одновременно. Его структура состоит в основном из основания, боковой стойки для спуска, фиксированной боковой стойки, рабочего ролика, приводной устройства, нижнего (бокового) подъемного устройства для ролика, устройства для спуска, гидравлической системы, системы электрического управления и других компонентов.
Машина компактна по конструкции, надежна в использовании и легко обслуживается. Установлено цифровое устройство для отображения, позволяющее передвигать нижний ролик вверх и вниз и поднимать боковой ролик. Поэтому работа удобна и управление точным. Перевертывание и перезагрузка конца ролика и балансировка ролика выполняются винтом, что делает разрядку более удобной.
Четыре вала этого станка являются приводными валами. Верхний вал находится в фиксированном положении, а нижний вал может подниматься и опускаться. Когда листовой металл зажат между верхним и нижним валом и начинается их относительное вращение, между металлическим листом и рабочими валами возникает трение, что приводит к движению металла. Подъем и опускание бокового вала позволяет изгибать пластину. Настройка движения бокового вала обеспечивает необходимую дугу или радиус кривизны круглого изделия.
На одном конце боковой стойки машины расположено на внутренней стенке конусообразовательное устройство, которое имеет функцию преодоления осевой силы в процессе конусообразования сектора. Снаружи расположен переворачивающийся масляный баллон. Когда работа по прокатке завершается, цилиндр с балансовым маслом действует, а цилиндр с переворачивающим маслом действует, чтобы перевернуть боковую стойку с краем. После того, как заготовка удалена, переворачивающийся масляный цилиндр восстанавливает боковую стойку для откидывания, и этот рабочий цикл заканчивается.
Подшипник нижнего ролика и боковой ролки оснащен наклоняющимися петлями, которые могут сотрудничать с наклоном вверх расширения вала ролика при прокатке конуса. Когда клиент требует прокатить конусы, нижний ролик и боковой ролик склоняются к подъему и сотрудничают с конусовым устройством конца катушки, чтобы завершить действие прокачки. Если клиент требует проката стандартного цилиндра, необходимо только выравнить нижний и боковый ролики.
2. Основные технические параметры
|
Модель |
W12C-6x1500 |
|
Максимальная ширина изгиба |
1500мм |
|
Длина рабочего вала |
1550мм |
|
Максимальная толщина изгиба (σs≤245МПа) |
6мм |
|
Максимальная толщина изгиба (σs≤245МПа) |
5 мм |
|
Диапазон изготовления конусов |
≤120° |
|
Диапазон диаметра меньшего конца конуса |
≥120мм |
|
Диаметр верхних валков |
Небольшая головаφ90 мм |
|
Большая голова φ260 мм |
|
|
Диаметр нижнего вала |
Небольшая головаφ85 мм |
|
Большая голова φ255 мм |
|
|
Диаметр бокового вала |
Небольшая головаφ85 мм |
|
Большая голова φ255 мм |
|
|
тип управления |
привод четырех валов |
|
Скорость вращения |
Около 3 (м/мин) |
|
Мощность двигателя |
5.5КВт |
3. Конструкция основного корпуса
Основная структура оборудования состоит из устройства верхнего ролика, устройства нижнего ролика, устройства бокового ролика, устройства для падения, левого и правого боковых стойки, устройства передачи, шасси и балансирующего устройства, гидравлической системы, электронной системы управления и т.д.
3-1. Устройство верхнего вала
Устройство для подъемного ролика состоит из сиденья подъемного ролика, подъемного ролика, саморазвертывающегося подъемного ролика с двумя рядами и т.д.
Двухрядный самоустанавливающийся подшипник использует самоустанавливающийся роликовый подшипник для низкой скорости и тяжелых нагрузок.
Верхний ролик изготовлен из сплавной стали 42CrMo, которая обрабатывается путем закаливания HB260 ~ 300 после грубой обработки. Выявление дефектов II класса GB/T6402-1991 проводится в соответствии со стандартом JB/ZG4289-86 для стали на роликах, а жесткость соответствует (1/700~1/1000) L (L - относится к расстоянию между центральной линией двух сторон стойки)
3-2. Устройство нижнего вала
Устройство нижнего ролика состоит из нижнего роликового подшипника, масляного цилиндра нижнего ролика, нижнего ролика, двухрядного подшипника и т.д.
Масляный цилиндр нижнего ролика r обеспечивает сцепление во время проката и трение при прокатке.
Двухрядный самоустанавливающийся подшипник использует самоустанавливающийся роликовый подшипник для низкой скорости и тяжелых нагрузок.
Нижний вал изготовлен из легированной стали 42CrMo, которая подвергается термообработке HB260~300 после грубой обработки. Проводится ультразвуковой контроль II класса согласно GB/T6402-1991, в соответствии со стандартами стали для вала JB/ZG4289-86, жесткость соответствует (1/700~1/1000)L (L — расстояние между центральными линиями двух стоек).
Нижний подъемный цилиндр для вала изготовлен из ковки 45# с термической обработкой и отпуском HB217~255.
3-3, Устройство опускания конца
Устройство с выпадающим концом состоит из переворачивающегося сиденья, переворачивающегося цилиндра и т. д. Переворачивающий цилиндр с хромным покрытием поршневого стержня. Перевернутое устройство для откидывания облегчает снятие изделия вдоль оси ролика.
3-4, Неподвижная боковая стойка, боковая стойка с опускающимся концом и шасси
Тяжеломощная и высоконадежная конструкция сварного стеллажа установлена на твердой нижней интегральной рамовой структуре, чтобы обеспечить точность и надежность станка. Стеллажи и шасси - это сварные части из стальной плиты Q235B, которые закаливаются после сварки. Два цилиндра нижнего ролика работают с безстопной полостью для поддержания консистенции системы, то есть рабочее давление постоянное, соответствие постоянное, а эффективная площадь цилиндра большая. Есть только одна динамическая печать. Скорость подъема подходит для требований процесса прокатки пластины, которая легко контролируется синхронизацией двух цилиндров, легко поддерживается. И устойчивость значительно улучшается.
В нижней части конструкция рамы состоит из формовой пластины, сварной в целом и обработанной после дезагрузки вибрацией. Структура рамы имеет высокий коэффициент искривления сечения, хорошую прочность и жесткость, удобную установку и простоту использования, особенно отвечает эксплуатационным требованиям с сильной подвижностью, низкими требованиями к фундаменту, а также легко перемещается.
3-5, Трансмиссионное устройство
Устройство имеет двигатель для привода распределительной коробки, которая затем приводит вал ролика с сцеплением.
3-6, Гидравлическая система
- Общий обзор
Производство гидравлической системы строго осуществляется в соответствии с национальным стандартом и линейным стандартом. Устройство разумное. Он также учитывает высокую эффективность, экономию энергии, сокращение отходов и источника тепла. Система независима, а точка подключения использует профессиональный герметизатор для предотвращения утечки. Его легко и удобно ремонтировать и обслуживать. Гидравлический насос использует высоко давление масляного насоса, и гидравлический клапан использует Yuken серии суперпозиционных клапанов, и испытательное давление составляет 25MPa без утечки. Дизайн трубопровода прост, с меньшей утечкой, легким обслуживанием и удобной отладкой. Для обеспечения чистоты масла на отводе масляного насоса установлен фильтр. Масло давления из масляного насоса сначала поступает в систему регулирования давления, регулирует давление, а затем проходит через блок клапана и ведет к цилиндру через клапан обратного движения.
- Компоненты гидравлической системы
Гидравлическая система состоит из насоса для масла, клапановой группы, соединителя жидкости, гидравлических вспомогательных частей и т.д.
Гидравлический клапан выбран из серии накладных клапанов, что обеспечивает простую разводку трубопроводов, легкое обслуживание и настройку.
Система состоит из трех цепей, цепи защиты от перенапряжения и регулирования давления, синхронной цепи и цепи скорости. Круг регулирования давления регулирует рабочее давление системы через главный рельефный клапан. Рабочее давление системы составляет 19,5 МПа.
Синхронизирующая схема синхронно отклоняет подъем и падение нижнего ролика и бокового ролика через шант клапан газа, клапан газа может регулироваться вверх и вниз. Датчик смещения обнаруживает, чтобы точность синхронизации нижнего ролика и бокового ролика сохранялась в пределах ± 0,05 мм.
Скоростная схема контролирует перевертывание и перезагрузку конца падающей стороны и регулирует скорость задержки схемы через газовый клапан.
- Различные виды защиты
Вверх и вниз нижнего ролика и бокового ролика соответственно оборудован рельефным клапаном для защиты предела давления.
3-7, Система электрического управления
- Общий обзор
Система электронного управления состоит из электронного шкафа управления и консоли управления. Управляющие устройства этой машины (включая ПЛК) установлены в шкафу распределения энергии. Экран данных делает операцию легкой. Основная схема использует трехфазный переменный ток 380V/50Hz, входной контур управления NC использует постоянный ток 24V, выходной контур управления использует переменный ток 220V/50Hz. Основной двигатель приводит в движение гидравлическую насосную станцию для обеспечения питания. Основные компоненты изготовлены из отечественных известных продуктов, которые изготавливаются в строгом соответствии с национальными стандартами, структура макета является разумной с необходимыми мерами защиты безопасности.
Кабина управления оснащена всеми пультами управления, индикаторными огнями и программируемым сенсорным дисплеем, необходимыми в процессе проката продукции, с тем чтобы контролировать и контролировать рабочее состояние проката всей машины.
- Различные виды защиты
Мотор имеет соответствующий выключатель для защиты от короткого замыкания от перенапряжения и соответствующее тепловое реле для защиты от перегрузки;
У верхней и нижней и боковой роликов есть соответствующие переключатели для защиты границ.
Для опрокидывания и сброса опрокидывающего цилиндра предусмотрена защита верхним и нижним предельными выключателями;
Главный выключатель питания имеет шунт-триппер, а на операционном столе и боковом конце канала есть кнопка "Стойка экстренного действия", чтобы удаленно отключить основное питание.
- Различные блокировки
После полного перезагрузки стойки для подъема, подъем нижнего ролика и бокового ролика, положительное и отрицательное вращение верхнего и нижнего бокового ролика и другие действия могут быть выполнены (с ограничительным переключателем "перезагрузка стойки для подъема" для
- Индикация неисправностей
Когда главный двигатель перегружен, сигнализация зажжет. Когда ПЛК отказывается, свет индикатора отказа просветляет.
- Функция цифрового отображения
Система цифрового отображения имеет функции реального времени мониторинга, передачи данных и памяти при отключении питания в процессе прокатки. Интерфейс человек-машина отображается на русском языке интуитивно понятно и четко.
- Функция реального времени мониторинга
На экране монитора отображается перемещение вверх-вниз нижнего цилиндра и объем подъема бокового ролика.
- Функция обмена данными между человеком и машиной
Через входы системы работы и ЖК-дисплеи, вы можете реализовать редактирование, модификацию и другие функции параметров для заготовки. Промышленный контроллер PLC может контролировать и обеспечивать точность синхронизации в соответствии с автоматическим обнаружением положения обоих концов подкачки. Разрешение датчика смещения составляет 0,05 мм. Он имеет функцию автоматической диагностики ошибок.
4. Описание производительности работы оборудования
Четыре валика сначала выходят через двигатель, а затем через распределительную коробку, они соединены с верхним валиком, нижним валиком и боковым валиком соответственно с помощью сцепления для передачи приводящего крутящего момента, чтобы обеспечить искривление деформации на заготов
Подъем и падение нижнего ролика движется маслоцилиндром. При этом нижний ролик поднимается и опускается вертикально, чтобы зажимающий конец рабочей части был забитым и зажатым.
Боковой ролик поднимается наклонно с взаимным движением цилиндра. Положение бокового валика, в котором он находится, определяет кривизну заготовки. Обе стороны боковых роликов могут регулироваться отдельно в процессе обработки конуса и цилиндра.
5. Основная конфигурация стандартных компонентов
- Двухрядный саморазвертывающийся подшипник ZWZ, Китай
- Главный гидравлический клапан Юкен, Китай
- Гидравлический насос HCHC, Китай
- Гидравлический двигатель Mengniu, Китай
- ПЛК программируемый контроллер XINJE, Китай
- Основные электрические компоненты Siemens, Германия
- Печать AILATE ((Китайско-германское совместное предприятие)

