
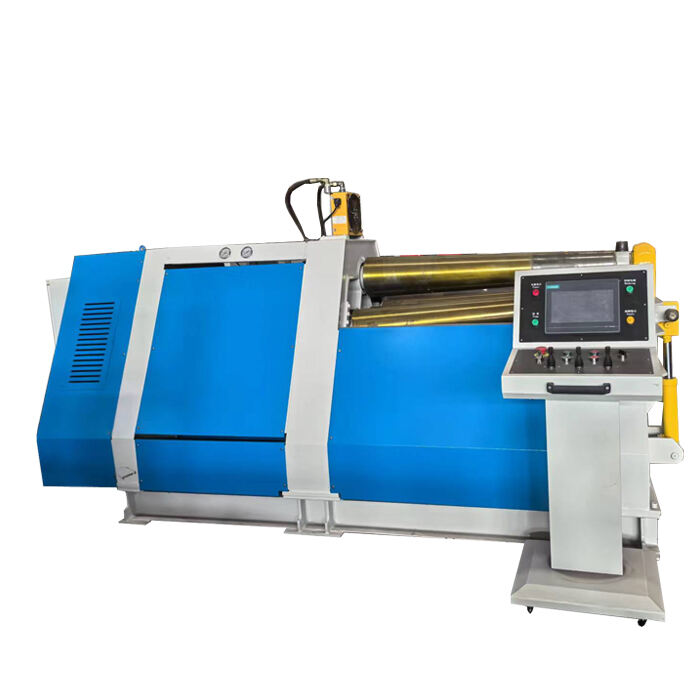

W12 hydraulics plate rolling machine na may 4 na roll W12C-12x2000
Ang espesyal na hydraulic diagonal down adjust cone plate rolling machine na may 4 na roll ay may mga function ng pre-bending at coning sa parehong oras. Ang istraktura nito ay pangunahing binubuo ng base, drop end side rack, fixed side rack, working roller, driving device, lower (side) roller lifting device, drop end device, hydraulic system, electric control system at iba pang mga bahagi.
Paglalarawan
Mekanismo ng Plaka na Nagrroll sa Poon na Hidrauliko na May 4 Rolls


1、Paksa ng Pangunahing Katawan
Ang espesyal na hydraulic diagonal down adjust cone plate rolling machine na may 4 na roll ay may mga function ng pre-bending at coning sa parehong oras. Ang istraktura nito ay pangunahing binubuo ng base, drop end side rack, fixed side rack, working roller, driving device, lower (side) roller lifting device, drop end device, hydraulic system, electric control system at iba pang mga bahagi.
Ang makina ay kompakt sa istraktura, maaasahan sa paggamit at madaling mapanatili. Ang digital na display device ay naka-install para sa paglipat ng mas mababang roller pataas at pababa at pag-angat ng side roller. Kaya ang operasyon ay maginhawa at tumpak ang kontrol. Ang pag-ikot at pag-reset ng drop end side ng up roller at ang balanse ng up roller ay ginagawa ng screw, upang ang pag-alis ay mas maginhawa.
Ang apat na roller ng makinaryang ito ay mga driver roller. Nakapirmi ang posisyon ng taas na roller, habang maaaring umangat at bumaba ang mas mababang roller. Kapag kinikilapit ng taas at mas mababang roller ang metal na plaka at simulan nilang gumawa ng relatibong pag-ikot, nagaganap ang sikmura sa pagitan ng metal na plaka at mga trabaho ng roller, na humahantong sa paggalaw ng plaka. Ang pagtaas at pagbaba ng gilid na roller ay maaaring gumawa ng pagkubwad sa plaka. Pag-aayos sa paggalaw ng gilid na roller ay maaaring maabot ang kinakailangang ark o radius ng kurba ng bilog na produkto.
Sa isang dulo ng drop end side rack ng makina, ang isang coning device ay nakaayos sa panloob na dingding ng drop end side rack, na ang mga function ay upang mapagtagumpayan ang axial puwersa sa cone bending proseso ng sector plate. Ang isang nagbubulok na silindro ng langis ay nakaayos sa labas. Kapag natapos ang pag-rolling, ang balancing oil cylinder ay kumikilos at ang pag-overturning oil cylinder ay kumikilos upang gawin ang drop end side rack na bumagsak. Pagkatapos alisin ang workpiece, ang pag-ikot ng botelya ng langis ay kumikilos upang maibalik ang drop end side rack, at nagtatapos ang siklo ng pagtatrabaho na ito.
Ang upuan ng pag-aari ng mas mababang roller at ang side roller ay may mga nakatuon na hinges, na maaaring makipagtulungan sa nakatuon na itaas na extension ng roller shaft kapag ang cone ay inikot. Kapag ang customer ay nangangailangan ng rolling cones, ang mas mababang roller at ang side roller ay may kilong tumataas, at makipagtulungan sa cone device ng drop end side upang makumpleto ang rolling action. Kapag ang customer ay nangangailangan na mag-roll ng standard na silindro, kinakailangan lamang na i-level ang mas mababang roller at ang gilid na roller.
2、Pangunahing Teknikong Parameter
|
Modelo |
W12C-6x1500 |
|
Pinakamalaking lapad ng pagkubwad |
1500mm |
|
Ang haba ng trabaho ng roller |
1550mm |
|
Pinakamalaking kapaligiran ng pagkubwad (σs≤245MPa) |
6mm |
|
Pinakamalaking kapaligiran ng pagkubwad (σs≤245MPa) |
5mm |
|
Alon ng pagkubwad ng konus |
≤120° |
|
Alon ng diyametro ng maliit na ulo |
≥120mm |
|
Diametro ng mga top roller |
Maliit na uloφ90 mm |
|
Ang malaking ulo φ260 mm |
|
|
Diyametro ng ibabang roller |
Maliit na uloφ85 mm |
|
Ang malaking ulo φ255 mm |
|
|
Diyametro ng gilid na roller |
Maliit na uloφ85 mm |
|
Ang malaking ulo φ255 mm |
|
|
Uri ng Pagmamaneho |
apat na rollers drive |
|
Bilis ng pagrroll |
Halos 3(m/min) |
|
Lakas ng Motor |
5.5kw |
3、Estraktura ng Pangunahing Katawan
Ang pangunahing istraktura ng kagamitan ay binubuo ng up roller device, lower roller device, side roller device, drop end device, kaliwang at kanang side rack, transmission device, chassis at balance device, hydraulic system, electronic control system, atbp.
3-1、Dispositibo ng Taas na Roller
Ang up roller device ay binubuo ng up roller na lalagyan upuan, up roller, double-hilera self-aligning lalagyan, atbp.
Ginagamit ng bearing na may dalawang hanay na self-aligning ang mababang bilis at masusing pagbubuhos na roller bearing.
Ang itaas na roller ay gawa sa 42CrMo alloy steel, na tinatrato sa pamamagitan ng pag-tempera ng HB260 ~ 300 pagkatapos ng malabo na pagmamanupaktura. Ang grade II na pagtuklas ng depekto ng GB/T6402-1991 ay isinasagawa, alinsunod sa JB/ZG4289-86 na pamantayan ng roll steel, at ang katigasan ay naaayon sa (1/700~1/1000) L (L -- tumutukoy sa distansya sa pagitan ng gitna ng linya
3-2, Bagong kagamitan ng roller
Ang mas mababang roller device ay binubuo ng mas mababang roller bearings upuan, langis silindro ng mas mababang roller, mas mababang roller, double-hilera aligning bearings, atbp.
Ang botelya ng langis ng mas mababang roller r ay nagbibigay ng lakas ng pag-clamp sa panahon ng pag-roll at pag-aakyat para sa pag-roll.
Ginagamit ng bearing na may dalawang hanay na self-aligning ang mababang bilis at masusing pagbubuhos na roller bearing.
Gawa ang lower roller mula sa alloy steel 42CrMo, na pinroseso ng tempering HB260~300 matapos ang rough machining. Kinikilala ang Grade II flaw detection ng GB/T6402-1991, ayon sa JB/ZG4289-86 roll steel standards, at ang stiffness ay sumusunod sa (1/700~1/1000)L (L -- tumutukoy sa layo sa gitna ng mga linya ng dalawang bahagi ng rack).
Gawa ang lower roller lifting cylinder mula sa 45# forgings na may heat treatment at tempering HB217~255.
3-3, Kagamitan ng drop end
Ang drop end device ay binubuo ng isang pag-ikot ng upuan, isang pag-ikot ng silindro, atbp. Pag-ikot ng silindro piston rod paggamot sa pag-ikot ng kromo. Ang pag-ikot ng drop end device ay nagpapadali sa pag-alis ng produkto sa kahabaan ng axis ng roller.
3-4, Tatakpin ang gilid ng rack, drop end side rack at chasis
Ang mabibigat na tungkulin at mataas na maaasahan na welded rack construction ay naka-mount sa solid bottom integral frame structure upang matiyak ang katumpakan at pagiging maaasahan ng tool machine. Ang mga rack at chassis ay mga welded na bahagi ng Q235B steel plate, na pinatindi pagkatapos ng welding. Ang dalawang silindro ng mas mababang roller ay gumagana sa isang walang bar cavity upang mapanatili ang pagkakaisa ng sistema, iyon ay, ang presyon ng pagtatrabaho ay pare-pareho, ang pagkakatugma ay pare-pareho, at ang epektibong lugar ng silindro ay malaki. May isang dynamic seal lamang. Ang bilis ng pag-angat ay angkop para sa mga kinakailangan ng proseso ng rolling plate, na madaling kontrolin ang pag-synchronize ng dalawang silindro, madaling mapanatili. At ang kakayahang mag-ipon ay lalong pinalakas.
Ang ilalim ng pangkalahatang istraktura ng frame ay gawa sa paghahati ng forming plate na welded bilang isang buo at naproseso pagkatapos ng pag-iibay de-stress. Ang istraktura ng frame ay may mataas na coefficient ng torsional section, mahusay na lakas at katigasan, maginhawang pag-install at madaling paggamit, lalo na nakakatugon sa mga kinakailangan sa operasyon na may malakas na paggalaw, mababang mga kinakailangan para sa pundasyon, at ito ay madaling ilipat din.
3-5, Kagamitan ng transmisyon
Ang aparato ay may motor upang patagilin ang kahon ng pamamahagi, na pagkatapos ay nagpapadala ng isang roller shaft na may isang coupling.
3-6, Hidraulikong sistema
- Pangkalahatang opisyal na balita
Ang produksyon ng hydraulic system ay mahigpit na ipinatutupad alinsunod sa pambansang pamantayan at pamantayan ng linya. Ang layout ay makatwirang. Ito rin ay may mataas na kahusayan, pag-iingat ng enerhiya, pagbawas ng basura at mapagkukunan ng init na lubusang isinasaalang-alang. Ang sistema ay independiyenteng at ang punto ng koneksyon ay gumagamit ng propesyonal na sealant upang maiwasan ang pag-agos. Madaling at maginhawa itong ayusin at pangalagaan. Ang hydraulic pump ay gumagamit ng mataas na presyon ng oil pump, at ang hydraulic valve ay gumagamit ng Yuken superposition valve series, at ang test pressure ay 25MPa nang walang pag-agos. Ang layout ng pipeline ay simple na may mas kaunting pag-alis, madaling pagpapanatili at maginhawang pag-debug. Upang matiyak na malinis ang langis, may isang filter ng langis na naka-arrange sa port ng bomba ng langis. Ang pressure oil mula sa oil pump ay unang pumapasok sa pressure regulating system, nag-aayos ng presyon, at pagkatapos ay dumadaan sa valve block at nagdadala sa silindro sa pamamagitan ng reverse valve.
- Mga bahagi ng hydraulic system
Ang hydraulic system ay binubuo ng oil pump, grupo ng balbula, fluid connector, hydraulic auxiliary parts, atbp.
Pinipili ng hidraulikong valve ang superposition valve series, na may simpleng layout ng pipeline, madaling pangangalagaan at debugging.
Ang sistema ay binubuo ng tatlong mga circuit, proteksyon sa sobrang presyon at pressure regulating circuit, synchronous circuit at speed circuit. Ang sirkuito ng pagregular sa presyon ay nag-aayos ng presyon ng pagtatrabaho ng sistema sa pamamagitan ng pangunahing balbula ng relief. Ang presyon ng pagtatrabaho ng sistema ay 19.5MPa.
Ang synchronization circuit ay sinkronously shunt ang pagtaas at pagbaba ng mas mababang roller at side roller sa pamamagitan ng shunt throttle valve, ang throttle valve ay maaaring ayusin pataas at pababa. Ang sensor ng pag-alis ay nakikitang upang ang katumpakan ng pag-synchronize ng mas mababang roller at side roller ay mapanatili sa loob ng ±0.05mm.
Ang circuit ng bilis ay kumokontrol sa pag-overturn at pag-reset ng drop end side, at ayusin ang speed ng throttling ng circuit sa pamamagitan ng throttle valve.
- Mga uri ng proteksyon
Ang pagtaas at pagbaba ng mas mababang roller at side roller ay may relief valve para sa proteksyon ng pressure limit.
3-7, Elektro pang kontrol na sistema
- Pangkalahatang opisyal na balita
Ang elektronikong sistema ng kontrol ay binubuo ng elektronikong control cabinet at operating console. Ang mga aparato ng kontrol ng makina na ito (kasama ang PLC) ay naka-install sa cabinet ng pamamahagi ng kuryente. Ang display ng data sa screen ay ginagawang madali ang operasyon. Ang pangunahing circuit ay gumagamit ng tatlong-phase 380V/50Hz alternating current, ang NC control input circuit ay gumagamit ng 24V direct current, ang control output circuit ay gumagamit ng 220V/50Hz alternating current. Ang pangunahing motor ay nagmamaneho ng hydraulic pump station upang magbigay ng kapangyarihan. Ang mga pangunahing bahagi ay gawa sa mga domestic sikat na produkto na ginawa sa mahigpit na pagsunod sa pambansang pamantayan, ang layout istraktura ay makatwirang na may kinakailangang mga hakbang sa proteksyon ng kaligtasan.
Ang control cabinet ay nilagyan ng lahat ng mga control button, indicator light at programmable touch display na kinakailangan sa proseso ng rolling ng produkto, upang masubaybayan at makontrol ang rolling working state ng buong makina.
- Mga uri ng proteksyon
Ang motor ay may kaukulang circuit breaker para sa proteksyon sa overcurrent short circuit at ang kaukulang thermal relay para sa proteksyon sa overload;
Ang pagtaas at pagbaba ng mas mababang at gilid na roller ay may kaukulang mga limit switch para sa proteksyon ng limit;
Ang pagsusuri at pagbabalik ng cylinder ay mayroong proteksyon sa ilalim at itaas na limit switch;
Ang pangunahing power circuit breaker ay may shunt tripper, at may "Emergency Stop" button sa operating table at sa gilid ng drop end upang putulin ang pangunahing kapangyarihan nang malayo.
- Lahat ng uri ng interlock
Pagkatapos ng drop end rack ay ganap na i-reset, ang pag-angat ng mas mababang roller at side roller, ang positibong at negatibong pag-ikot ng up at mas mababang side roller at iba pang mga aksyon ay maaaring isagawa (na may limit switch ng "drop end rack reset" para sa pagtuklas);
- Indikasyon ng problema
Kapag ang pangunahing motor ay labis na na-load, ang ilaw ng tagapagpahiwatig ng pagkakamali ay magpapahayag. Kapag nabigo ang PLC, ang ilaw ng tagapagpahiwatig ng kabiguan ay nagpapahayag.
- Kagamitan ng digital na display
Mayroong mga kagamitan ang digital na display system para sa real-time monitoring, transmisyon ng datos at paggunita sa pamamaraan ng paglilipat ng kapangyarihan sa proseso ng paglilipat. Ang interface ng tao-at-makinang ay ipinapakita nang intuitibo at malinaw sa Wikang Tsino.
- Real-time monitoring function
Ang screen ng monitor ay nagpapakita ng up-down displacement ((Yg、Yf) ng mas mababang roller cylinder at ang lifting volume ((X) ng side roller.
- Human-machine communication function
Sa pamamagitan ng mga input ng operasyon ng system at LCD display, maaari mong mapagtanto ang pag-edit, pagbabago at iba pang mga function ng mga parameter para sa workpiece. Ang industrial controller PLC ay maaaring makontrol at matiyak ang katumpakan ng pag-synchronize ayon sa awtomatikong pagtuklas ng posisyon ng parehong dulo ng up roller. Ang resolusyon ng pag-alis ng sensor ng pag-alis ay 0.05mm. Ito ay may function ng awtomatikong pag-diagnose ng pagkakamali.
4、Pagsipi sa Pagganap ng Operasyon ng Kagamitan
Ang apat na mga roller output una sa pamamagitan ng motor, at pagkatapos sa pamamagitan ng mga kahon ng pamamahagi, sila ay kinokonekta sa mga up roller, mas mababang roller at gilid roller ayon sa pagkakabit upang ilipat ang pagmamaneho torque, upang magbigay ng pag-ikot deformation torque para sa piraso ng trabaho at matiyak ang tump
Ang pagtaas at pagbaba ng mas mababang roller ay pinapatakbo ng silindro ng langis. I-drop ang mas mababang roller pataas at pababa nang patayo upang mapanatili ang pagtatanggol na dulo ng piraso ng trabaho na prebent at naka-clamp.
Ang side roller ay nakatuon nang may paggalaw ng silindro. Ang pag-ikot ng side roller ang tumutukoy sa kurba ng workpiece. Ang parehong panig ng mga side roller ay maaaring i-adjust nang hiwalay sa proseso ng pagproseso ng cone at silindro.
5、Pangunahing Standard na Komponenteng Paghahanda
- Ang double row self-aligning bearing na ZWZ, Tsina
- Pangunahing hydraulic valve Yuken, Tsina
- Hydraulic pump HCHC, Tsina
- Hydraulic motor Mengniu, Tsina
- PLC programmable controller XINJE, Tsina
- Mga pangunahing bahagi ng kuryente Siemens, Alemanya
- Ang sealing ring ng AILATE ((Sino-German joint venture)

