
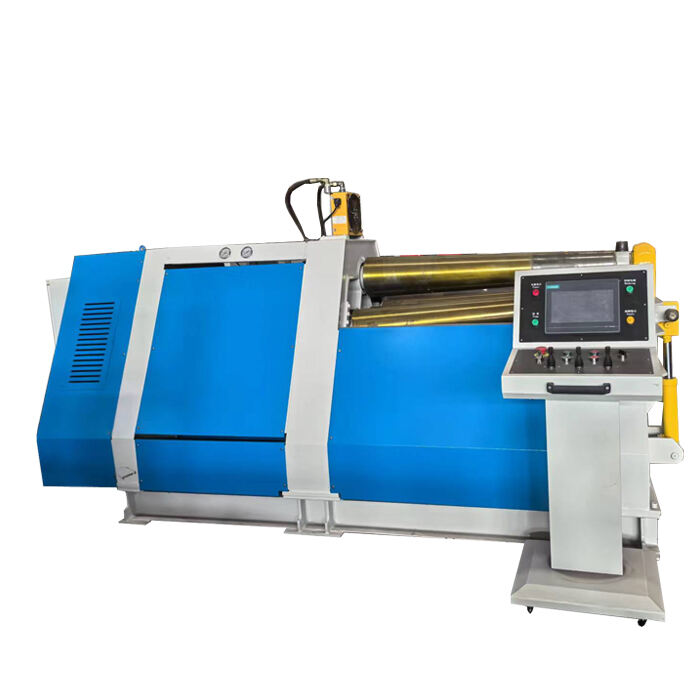

Гідралічна валювальна машина для валювання пластинок W12 з 4 рулонами W12C-12x2000
Спеціальна гідравлічна діагональна долонова конусова валювальна машина з 4 рулонами має функції попереднього вигинання і конусу одночасно. Його структура в основному складається з основи, сторонньої стойки для краю, фіксованої сторонньої стойки, робочого валика, рухомого пристрою, нижнього (бокового) валика підйому, гідравлічної системи, системи електричного управління та інших компонентів.
Опис
Гідралічна конусова пластинка з 4 рулонами


1, Введення основного матеріалу
Спеціальна гідравлічна діагональна долонова конусова валювальна машина з 4 рулонами має функції попереднього вигинання і конусу одночасно. Його структура в основному складається з основи, сторонньої стойки для краю, фіксованої сторонньої стойки, робочого валика, рухомого пристрою, нижнього (бокового) валика підйому, гідравлічної системи, системи електричного управління та інших компонентів.
Машина компактна у структурі, надійна в використанні і легка в обслуговуванні. Цифровий пристрій для відображення встановлений для переміщення нижнього валика вгору і вниз і підйому бокового валика. Тому операція зручна і контроль точний. Перевернення та переставлення краю випадання витяжного валика та балансування витяжного валика виконуються викрутою, щоб розрядка була зручнішою.
Чотири валки цієї машини є рухомими валиками. Верхній валик знаходиться в фіксованому положенні, а нижній валик може піднімати і опускати. Коли металевий лист стискається верхнім і нижнім валиками і вони починають відносне обертання, відбувається тертя між металевим листом і робочими валиками, що призводить до руху металевого ліста. Підйом і падіння бокового валика можуть змусити пластину вигнутися. Регулювання руху бокового валика може досягти необхідної дуги або радіусу кривизни круглої обробної частини.
На одному кінці стороннього стойки машини з крапком на крапі машини на внутрішній стіні стороннього стойки з крапком розташовано конусові пристрої, функція яких полягає в подоланні осевої сили в процесі вигинання конусової пластини сектору. На зовнішній стороні розташований перевертальний олійний баллон. Коли робота з прокаткою закінчується, циліндр з валовою олією діє, а циліндр з перевертальною олією робить перевернення сторонньої стойки краю. Після того, як робочий шматок видаляється, перевертаючий олійний циліндер діє, щоб відновити сторонню стойку до кінця, і цей робочий цикл закінчується.
На підшипниковій сидінні нижнього валика і бокового валика встановлені нахильні шарнири, які можуть співпрацювати з нахильним надхідним розширенням вала валика при прокатці конуса. Коли клієнт вимагає прокачати конуси, нижній валик і боковий валик схиляються підніматися і співпрацюють з конусовим пристроєм на кінці краю для завершення роботи прокачування. Коли клієнт вимагає прокачати стандартний циліндр, необхідно тільки вирівняти нижній валик і боковий валик.
2 ∆ Основні технічні параметри
|
Модель |
W12C-6x1500 |
|
Максимальна ширина вигину |
1500 мм |
|
Довжина робочого валика |
1550мм |
|
Максимальна товщина гнуття (σs≤245MPa) |
6мм |
|
Максимальна товщина гнуття (σs≤245MPa) |
5мм |
|
Розмах конусів |
≤120° |
|
Розмах діаметру малої валютної голови |
≥ 120 мм |
|
Диаметр верхніх валів |
Маленька головаφ90 мм |
|
Велика голова φ260 мм |
|
|
Диаметр нижнього валика |
Маленька головаφ85 мм |
|
Великий голова φ255 мм |
|
|
Диаметр бокового валика |
Маленька головаφ85 мм |
|
Великий голова φ255 мм |
|
|
Тип керування |
Двигу на чотирьох валах |
|
Швидкість прокату |
Приблизно 3 м/х |
|
Потужність двигуна |
5,5 кВт |
3 ∆ Структура головного корпусу
Основна структура обладнання складається з пристрою верхнього валіка, нижнього валіка, бокового валіка, пристрою спуска, лівого і правого стовбуру, трансміційного пристрою, шасі та балансу, гідравлічної системи, електронної системи управління тощо.
3-1 √ Устрій з вивільованим роллом
Устрій з вивільованим рулем складається з сидіння з вивільованим рулем, вивільованого руллю, дворядного саморозмірювального підшипника тощо.
Дворіг самоврівнюваного підшипника приймає низкошвидкісний і важкий навантаження самоврівнюваного рулонного підшипника.
Верхній валик виготовлений з сплаву сталі 42CrMo, який обробляється за допомогою гальмування HB260 ~ 300 після грубої обробки. Виявлення недоліків II класу GB/T6402-1991 проводиться відповідно до стандарту JB/ZG4289-86 прокатної сталі, а жорсткість відповідає (1/700~1/1000) L (L - відноситься до відстані між центральною лінією двох сторін стойки)
3-2 ∙ Устрій нижнього валика
На нижній рулон пристрою складається з нижньої рулон підшипника сидіння, олійного циліндра нижньої рулон, нижній рулон, подвійний ряд вирівнювання підшипника, тощо.
Масляний циліндр нижнього валика r забезпечує затягувальну силу під час прокатки і тертя при прокатці.
Дворіг самоврівнюваного підшипника приймає низкошвидкісний і важкий навантаження самоврівнюваного рулонного підшипника.
Нижня рулонка виготовлена з сплаву сталі 42CrMo, яка обробляється за допомогою гальмування HB260 ~ 300 після грубої обробки. Виявлення недоліків II ступеня GB/T6402-1991 проводиться відповідно до стандартів JB/ZG4289-86 прокатної сталі, а жорсткість відповідає (1/700~1/1000) L (L - відноситься до відстані між центральними лініями двох сторін стойки).
Нижній циліндр для підйому валокна виготовлений з ковіння 45 # з термообробленням і загартованням HB217 ~ 255.
3-3 ∂ Пристрій для випадання
Пристрій для краю підводу складається з перевертального сидіння, перевертального циліндра тощо. Перевертальний циліндр з пропорційним хором. Перевернення пристрою для краю підводної частини полегшує витяг продукту вздовж осі валика.
3-4 ∂ фіксовані бічні стойки, сторонні стойки для підведення та шасі
Важлива і високонадійна конструкція зварюваної стойки встановлена на твердій нижній інтегральній структурі рами, щоб забезпечити точність і надійність інструментальної машини. Складні та шасі - зварені частини з сталевої пластини Q235B, які загартовуються після зварювання. Два циліндра нижнього валика працюють з безстопною порожниною для підтримки консистенції системи, тобто робочий тиск є постійним, збіг є постійним, а ефективна площа циліндра велика. Є тільки одна динамічна печать. Швидкість підйому підходить для вимог процесу прокатки пластини, що легко контролювати синхронізацію двох циліндрів, легко підтримувати. І підтримка значно покращується.
Нижня структура каркасу складається з формованої пластини, зварюваної як ціле і обробленої після дезапругивання вібрацій. Структура рами має високий коефіцієнт торсионного перетину, хорошу міцність і жорсткість, зручну монтажу та легке використання, особливо відповідає вимогам роботи з сильною рухомістю, низькими вимогами до фундаменту, а також легко переміщається.
3-5 ‰ Пристрій передачі
Пристрій має мотор, який управляє розповсюджувальною коробкою, яка потім управляє валом валика з з'єднанням.
3-6 ∆Гідралічна система
- Загальний огляд
Виробництво гідравлічної системи строго виконується відповідно до національного стандарту та лінійного стандарту. Розклад є розумним. Він також повністю враховує високу ефективність, енергозбереження, скорочення відходів та джерела тепла. Система є незалежною, а точка підключення використовує професійний герметичний засоб для запобігання витоку. Його легко і зручно ремонтувати і підтримувати. Гідралітичний насос приймає високотискний насос для масла, а гідралітичний клапан приймає серії клапанів суперпозиції Юкен, а випробувальний тиск становить 25 МПа без витоку. Розклад трубопроводу простий, з меншою кількість витоків, легким обслуговуванням і зручним дебютуванням. Для забезпечення чистоти масла на пристанні масляного насосу встановлюється олійний фільтр. Масла з насосу навантаження спочатку потрапляють в систему регулювання тиску, регулюють тиск, а потім проходять через блок клапана і приводять до циліндра через клапан зворотного руху.
- Компоненти гідравлічної системи
Гідралітична система складається з олійного насосу, клапана групи, сполучення рідини, гідралітичних допоміжних частин і т.д.
Гідралітичний клапан вибирає серію суперпозиційних клапанів, яка має прості схеми трубопроводів, легке обслуговування та відладку.
Система складається з трьох схем, схеми захисту від надтиску та регулювання тиску, синхронної схеми та схеми швидкості. Круга регулювання тиску регулює робочий тиск системи через головний розвідувальний клапан. Працевий тиск системи становить 19,5 МПа.
Синхронізована схема синхронно відводить підйом і падіння нижнього валика і бокового валика через шант газований клапан, газований клапан може регулюватись вгору і вниз. Датчик переміщення виявляє, щоб точність синхронізації нижнього валика і бокового валика зберігалася в межах ± 0,05 мм.
Штурмовик швидкості контролює перевернення та ресетинг боку краю падіння і регулює швидкість затягування схеми через газований клапан.
- Всі види захисту
Підйом і падіння нижнього валика і бокового валика забезпечені відповідно розтяжним клапаном для захисту межі тиску.
3-7 ∆Електрична система керування
- Загальний огляд
Електронна система управління складається з електронного кабінету управління та конзоли управління. Управляючі апарати цієї машини (включаючи ПЛК) встановлені в кабінеті розподілу енергії. Дисплей даних на екрані робить операцію легкою. Основна схема використовує трифазовий 380V/50Hz змінний струм, схема входу керування NC використовує 24V постійний струм, схема виходу керування використовує 220V/50Hz змінний струм. Основний двигун управляє гідравлічною насосною станцією для забезпечення енергії. Основні компоненти виготовлені з вітчизняних відомих продуктів, які виготовляються в суворій відповідності з національними стандартами, структура макету є розумною з необхідними заходами захисту безпеки.
Кабінет керування оснащений усіма кнопками керування, світильниками і програмованим сенсорним дисплеєм, необхідним у процесі прокатки продукту, щоб контролювати і контролювати стан роботи прокатки всієї машини.
- Всі види захисту
Мотор має відповідний вимкнувач для захисту від короткого заклику через надток і відповідний тепловий реле для захисту від перевантаження;
Підйом і падіння нижнього та бокового валика мають відповідні обмеження переключачів для захисту межі;
Перевернення та перезавантаження перевертаючого циліндра забезпечені відповідно захистом верхнього і нижнього лімітних вимиканців;
Основний вимикач має шунтовий триппер, а на операційному столі і боці краю підключення є кнопка "Аварийний пристрій", щоб відключити головне живлення дистанційно.
- Всі види зачинки
Після того, як стовбуровий стовбур повністю переставлений, піднімається нижній валик і боковий валик, може здійснюватися позитивне і негативне обертання верхнього і нижнього бокового валика та інші дії (з обмеженням перемикання "перезавантаження стовбурового стовбуру"
- Показник помилки
Коли головний двигун перевантажений, світло індикатора несправності буде викликатися. Коли ПЛК не працює, світло індікатора несправності пробуджує сигнал.
- Функція цифрового дисплея
Цифрова система відображення має функції моніторингу в реальному часі, передачі даних та пам'яті про збої електроенергії в процесі прокатки. Інтерфейс людина-машина відображається інтуїтивно і чітко китайською мовою.
- Функція моніторингу в реальному часі
На екрані монітора відображається переміщення вгору-вниз нижнього циліндра валика і обсяг підйому бокового валика.
- Функція комунікації між людиною і машиною
Через вхідний процес роботи системи і LCD-дисплеї можна реалізувати редагування, модифікацію та інші функції параметрів для робочого шматок. Промисловий контролер PLC може керувати і забезпечувати точність синхронізації відповідно до автоматичного виявлення положення обох кінці верхнього валика. Розв'язок пересуву датчика пересуву становить 0,05 мм. Він має функцію автоматичної діагностики помилок.
4、Опис експлуатаційних характеристик обладнання
Чотири валки, що виходять спочатку через двигун, а потім через розповсюджувальну коробку, вони відповідно з'єднані з верхнім валлом, нижнім валлом і боковим валлом з допомогою з'єднання для передачі рухомого крутного моменту, щоб забезпечити обгиб деформаційного крутного моменту для
Підйом і падіння нижнього валика приводиться на олійний циліндр. Підводьте нижній валик вертикально вгору і вниз, щоб тримати затяжний кінець робочого шматок затяжним і затяжним.
Бокові валки піднімаються нахильно з перехідним рухом циліндра. Положення бокового валика визначає кривизну робочого шматок. Обидві сторони бічних валів можуть регулюватися окремо в процесі обробки конусу та циліндру.
5、Конфігурація основних стандартних компонентів
- Дворіг самоврівнюваного підшипника ZWZ, Китай
- Головний гідравлічний клапан Юкен, Китай
- Гідралітичний насос HCHC, Китай
- Гідралітичний мотор Mengniu, Китай
- ПЛК програмований контролер XINJE, Китай
- Основні електричні компоненти Siemens, Німеччина
- Печатково-печаткове кільце AILATE (Сіно-німецьке спільне підприємство)

