
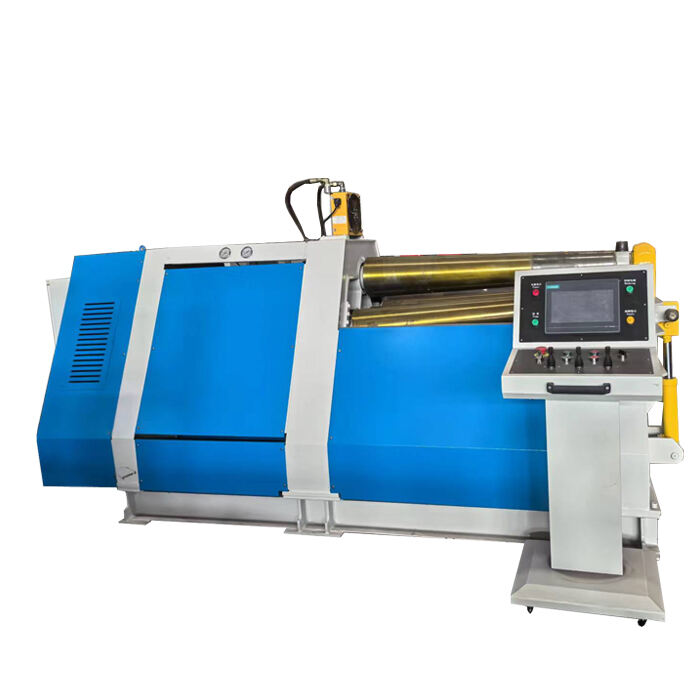

Máy lăn tấm thủy lực W12 với 4 cuộn W12C-12x2000
Máy lăn tấm nón có đường chéo thủy lực đặc biệt điều chỉnh theo đường chéo với 4 cuộn có chức năng của việc cong và cong đồng thời. Cấu trúc của nó chủ yếu bao gồm cơ sở, giá đỡ bên cuối thả, giá đỡ bên cố định, cuộn làm việc, thiết bị lái, thiết bị nâng cuộn (bên) dưới, thiết bị cuối thả, hệ thống thủy lực, hệ thống điều khiển điện và các thành phần khác.
Mô tả
Máy uốn đĩa nón thủy lực với 4 trục lăn


1、Giới thiệu về phần chính
Máy lăn tấm nón có đường chéo thủy lực đặc biệt điều chỉnh theo đường chéo với 4 cuộn có chức năng của việc cong và cong đồng thời. Cấu trúc của nó chủ yếu bao gồm cơ sở, giá đỡ bên cuối thả, giá đỡ bên cố định, cuộn làm việc, thiết bị lái, thiết bị nâng cuộn (bên) dưới, thiết bị cuối thả, hệ thống thủy lực, hệ thống điều khiển điện và các thành phần khác.
Máy là cấu trúc nhỏ gọn, đáng tin cậy trong sử dụng và dễ bảo trì. Thiết bị hiển thị kỹ thuật số được cài đặt để di chuyển con lăn dưới lên và xuống và nâng con lăn bên. Do đó, hoạt động là thuận tiện và điều khiển chính xác. Việc lật và đặt lại phía cuối rơi của cuộn lên và cân bằng cuộn lên được thực hiện bởi vít, do đó việc xả là thuận tiện hơn.
Bốn trục của máy này đều là trục truyền động. Trục trên giữ cố định, trong khi trục dưới có thể nâng lên và hạ xuống. Khi tấm kim loại bị kẹp giữa trục trên và trục dưới và chúng bắt đầu quay tương đối, ma sát xảy ra giữa tấm kim loại và các trục làm việc, dẫn đến sự di chuyển của tấm kim loại. Sự nâng và hạ của trục bên có thể làm cong tấm. Điều chỉnh chuyển động của trục bên có thể đạt được độ cong hoặc bán kính cong yêu cầu của chi tiết làm việc hình tròn.
Ở một đầu của giá đỡ bên cuối máy, một thiết bị nón được sắp xếp trên tường bên trong giá đỡ bên cuối máy, chức năng của nó là để vượt qua lực trục trong quá trình uốn cong nón của tấm phân khúc. Một bình dầu lật được sắp xếp bên ngoài. Khi công việc cán kết thúc, xi lanh dầu cân bằng hoạt động và xi lanh dầu lật hoạt động để làm cho giá đỡ bên cuối rơi lật. Sau khi lấy mảnh làm việc, xi lanh dầu lật hoạt động để khôi phục rack bên cuối, và chu kỳ làm việc này kết thúc.
Ghế mang của con lăn dưới và con lăn bên được trang bị bản lề nghiêng, có thể hợp tác với sự gia tăng nghiêng lên của trục lăn khi nón được cuộn. Khi khách hàng yêu cầu lăn nón, con lăn dưới và lăn bên nghiêng lên và hợp tác với thiết bị nón của mặt cuối giảm để hoàn thành hành động lăn. Khi khách hàng yêu cầu cuộn xi lanh tiêu chuẩn, chỉ cần làm bằng con lăn dưới và lăn bên.
2、Tham số kỹ thuật chính
|
Mẫu |
W12C-6x1500 |
|
Chiều rộng uốn tối đa |
1500mm |
|
Độ dài trục làm việc |
1550mm |
|
Độ dày uốn tối đa (σs≤245MPa) |
6mm |
|
Độ dày uốn tối đa (σs≤245MPa) |
5mm |
|
Phạm vi uốn nón |
≤120° |
|
Phạm vi đường kính đầu nhỏ khi uốn |
≥120mm |
|
Chuẩn bị và quy trình |
Đầu nhỏφ90 mm |
|
Đầu lớn φ260 mm |
|
|
Đường kính của con lăn dưới |
Đầu nhỏφ85 mm |
|
Đầu lớn φ255 mm |
|
|
Đường kính của con lăn bên |
Đầu nhỏφ85 mm |
|
Đầu lớn φ255 mm |
|
|
Kiểu lái |
bốn con lăn truyền động |
|
Tốc độ cuộn |
Khoảng 3(m/phút) |
|
Công suất động cơ |
5.5kw |
3、Cấu trúc của phần thân chính
Cấu trúc chính của thiết bị bao gồm thiết bị cuộn lên, thiết bị cuộn dưới, thiết bị cuộn bên, thiết bị cuối giảm, giá đỡ bên trái và bên phải, thiết bị truyền tải, khung gầm và thiết bị cân bằng, hệ thống thủy lực, hệ thống điều khiển điện tử, v.v.
3-1、Thiết bị con lăn trên
Thiết bị cuộn lên bao gồm ghế vòng bi cuộn lên, cuộn lên, vòng bi tự sắp xếp hai hàng, vv.
Chuẩn bị sử dụng bạc đạn tự căn trục hai hàng, áp dụng bạc đạn tự căn trục tốc độ thấp và tải trọng nặng.
Vòng cuộn trên được làm bằng thép hợp kim 42CrMo, được xử lý bằng cách làm nóng HB260 ~ 300 sau khi gia công thô. Khám phá lỗi lớp II của GB / T6402-1991 được thực hiện, theo tiêu chuẩn thép cuộn JB / ZG4289-86, và độ cứng phù hợp với (1/700 ~ 1/1000) L (L - đề cập đến khoảng cách giữa đường trung tâm của hai bên của giá đỡ)
3-2、Thiết bị con lăn dưới
Thiết bị cuộn dưới được tạo thành từ ghế vòng bi cuộn dưới, xi lanh dầu của cuộn dưới, cuộn dưới, vòng bi thẳng hàng hai, vv
Thùng dầu của con lăn dưới r cung cấp lực kẹp trong quá trình cán và ma sát cho cán.
Chuẩn bị sử dụng bạc đạn tự căn trục hai hàng, áp dụng bạc đạn tự căn trục tốc độ thấp và tải trọng nặng.
Con lăn dưới được làm từ thép hợp kim 42CrMo, sau khi gia công thô sẽ được xử lý bằng phương pháp nhiệt luyện HB260~300. Thực hiện kiểm tra khuyết tật cấp II theo GB/T6402-1991, tuân thủ tiêu chuẩn thép cuộn JB/ZG4289-86, và độ cứng đạt (1/700~1/1000)L (L -- chỉ khoảng cách giữa các đường tâm của hai bên giá đỡ).
Bộ xi lanh nâng trục dưới được làm từ phôi rèn 45# với quá trình xử lý nhiệt và tempering HB217~255.
3-3、Thiết bị hạ đầu cuối
Thiết bị cuối thả bao gồm một ghế lật, xi lanh lật, vv. Xử lý mạ crôm thanh píton xi lanh lật. Việc lật thiết bị cuối thả dễ dàng loại bỏ sản phẩm dọc theo trục cuộn.
3-4、Giá bên cố định, giá bên hạ đầu cuối và khung gầm
Cấu trúc giá đỡ hàn có độ bền cao và đáng tin cậy cao được gắn trên cấu trúc khung toàn phần đáy rắn để đảm bảo độ chính xác và độ tin cậy của máy công cụ. Các giá đỡ và khung gầm là các bộ phận hàn bằng tấm thép Q235B, được thắt chặt sau khi hàn. Hai xi lanh của con lăn dưới làm việc với một khoang không thanh để duy trì tính nhất quán của hệ thống, tức là áp suất làm việc là nhất quán, sự phù hợp là nhất quán và diện tích hiệu quả của xi lanh lớn. Chỉ có một con dấu động. Tốc độ nâng phù hợp với các yêu cầu quy trình tấm cán, dễ dàng kiểm soát đồng bộ hóa hai xi lanh, dễ duy trì. Và khả năng duy trì được tăng cường rất nhiều.
Cấu trúc khung dưới cùng được làm bằng tấm định hình hàn như một toàn bộ và được xử lý sau khi giảm căng thẳng rung động. Cấu trúc khung có hệ số cắt xoắn cao, sức mạnh và độ cứng tốt, lắp đặt thuận tiện và dễ sử dụng, đặc biệt đáp ứng các yêu cầu hoạt động với tính di động mạnh mẽ, yêu cầu thấp đối với nền tảng, và nó cũng dễ di chuyển.
3-5、Thiết bị truyền động
Thiết bị có động cơ để điều khiển hộp phân phối, sau đó điều khiển trục cuộn bằng một nút nối.
3-6、Hệ thống thủy lực
- Tổng quan chung
Sản xuất hệ thống thủy lực được thực hiện nghiêm ngặt theo tiêu chuẩn quốc gia và tiêu chuẩn dòng. Định hình là hợp lý. Nó cũng xem xét đầy đủ hiệu quả cao, tiết kiệm năng lượng, giảm chất thải và nguồn nhiệt. Hệ thống là độc lập và điểm kết nối sử dụng chất niêm phong chuyên nghiệp để ngăn ngừa rò rỉ. Nó dễ dàng và thuận tiện để sửa chữa và bảo trì. Máy bơm thủy lực sử dụng máy bơm dầu áp suất cao, và van thủy lực sử dụng loạt van chồng Yuken, và áp suất thử nghiệm là 25MPa mà không bị rò rỉ. Dấu hình của đường ống là đơn giản với ít rò rỉ, bảo trì dễ dàng và gỡ lỗi thuận tiện. Để đảm bảo dầu sạch, một bộ lọc dầu được sắp xếp tại cổng bơm dầu. Dầu áp suất từ máy bơm dầu đầu tiên đi vào hệ thống điều chỉnh áp suất, điều chỉnh áp suất, sau đó đi qua khối van và dẫn đến xi lanh thông qua van đảo ngược.
- Các thành phần của hệ thống thủy lực
Hệ thống thủy lực bao gồm bơm dầu, nhóm van, đầu nối chất lỏng, các bộ phận phụ trợ thủy lực, v.v.
Van thủy lực chọn dòng van chồng, có bố trí đường ống đơn giản, dễ bảo trì và điều chỉnh.
Hệ thống bao gồm ba mạch, mạch bảo vệ áp suất quá mức và mạch điều chỉnh áp suất, mạch đồng bộ và mạch tốc độ. Vòng điều chỉnh áp suất điều chỉnh áp suất làm việc của hệ thống thông qua van cứu trợ chính. Áp suất làm việc của hệ thống là 19,5MPa.
Vòng đồng bộ hóa đồng bộ chuyển hướng tăng và giảm của con lăn dưới và lăn bên qua van đẩy shunt, van đẩy có thể điều chỉnh lên và xuống. Cảm biến dịch chuyển phát hiện để độ chính xác đồng bộ của con lăn dưới và con lăn bên sẽ được duy trì trong vòng ± 0,05mm.
Vòng mạch tốc độ điều khiển việc lật và đặt lại phía cuối ngã, và điều chỉnh tốc độ throttling của mạch thông qua van throttle.
- Các loại bảo vệ
Sự gia tăng và giảm của con lăn dưới và lăn bên được trang bị tương ứng với van cứu trợ để bảo vệ giới hạn áp suất.
3-7、Hệ thống điều khiển điện
- Tổng quan chung
Hệ thống điều khiển điện tử bao gồm tủ điều khiển điện tử và bảng điều khiển. Các thiết bị điều khiển của máy này (bao gồm PLC) được lắp đặt trong tủ phân phối điện. Hiển thị dữ liệu màn hình làm cho hoạt động dễ dàng. Vòng mạch chính sử dụng dòng điện xoay ba pha 380V/50Hz, mạch đầu vào điều khiển NC sử dụng dòng điện đồng 24V, mạch đầu ra điều khiển sử dụng dòng điện xoay 220V/50Hz. Động cơ chính điều khiển trạm bơm thủy lực để cung cấp năng lượng. Các thành phần chính được làm bằng các sản phẩm nổi tiếng trong nước được làm theo tiêu chuẩn quốc gia nghiêm ngặt, cấu trúc bố trí là hợp lý với các biện pháp bảo vệ an toàn cần thiết.
Tủ điều khiển được trang bị tất cả các nút điều khiển, đèn chỉ số và màn hình cảm ứng có thể lập trình cần thiết trong quá trình cuộn sản phẩm, để theo dõi và kiểm soát tình trạng hoạt động cuộn của toàn bộ máy.
- Các loại bảo vệ
Động cơ có bộ ngắt mạch tương ứng để bảo vệ mạch ngắn quá điện và rơle nhiệt tương ứng để bảo vệ quá tải;
Sự gia tăng và giảm của con lăn dưới và bên có các công tắc giới hạn tương ứng để bảo vệ giới hạn;
Việc lật và đặt lại xi lanh lật được trang bị bảo vệ công tắc giới hạn trên và dưới tương ứng;
Máy ngắt mạch điện chính có shunt tripper, và có một nút "Hết khẩn cấp" tại bàn điều hành và bên cuối thả để cắt nguồn điện chính từ xa.
- Các loại khóa liên động
Sau khi giá đỡ cuối thả hoàn toàn được đặt lại, nâng cuộn dưới và cuộn bên, xoay dương và âm của cuộn bên trên và bên dưới và các hành động khác có thể được thực hiện (với công tắc giới hạn "đặt lại giá đỡ cuối thả" để phát hiện);
- Chỉ báo lỗi
Khi động cơ chính quá tải, đèn báo lỗi sẽ kích hoạt. Khi PLC bị hỏng, đèn báo lỗi sẽ bật.
- Chức năng hiển thị số
Hệ thống hiển thị số có các chức năng giám sát thời gian thực, truyền dữ liệu và lưu nhớ khi mất điện trong quá trình cán. Giao diện người-máy hiển thị trực quan và rõ ràng bằng tiếng Trung.
- Chức năng giám sát thời gian thực
Màn hình màn hình hiển thị dịch chuyển lên xuống ((Yg、Yf) của xi lanh dưới và khối lượng nâng ((X) của xi lanh bên.
- Chức năng giao tiếp người-máy
Thông qua các đầu vào hoạt động hệ thống và màn hình LCD, bạn có thể nhận ra các chức năng chỉnh sửa, sửa đổi và các chức năng khác của các thông số cho mảnh làm việc. Bộ điều khiển công nghiệp PLC có thể kiểm soát và đảm bảo độ chính xác của đồng bộ hóa theo phát hiện tự động vị trí của cả hai đầu của cuộn lên. Độ phân giải dịch chuyển của cảm biến dịch chuyển là 0,05 mm. Nó có chức năng chẩn đoán lỗi tự động.
4、Mô tả hiệu suất vận hành thiết bị
Bốn cuộn đầu tiên đi qua động cơ, và sau đó qua hộp phân phối, chúng được kết nối với cuộn lên, cuộn dưới và cuộn bên theo cách nối để chuyển mô-men xoắn, để cung cấp mô-men xoắn biến dạng uốn cong cho mảnh làm việc và đảm bảo hoạt động chính xác và ổn định của mảnh làm việc cu
Sự tăng và giảm của con lăn dưới được thúc đẩy bởi xi lanh dầu. Đẩy con lăn dưới lên và xuống theo chiều dọc để giữ cho đầu kẹp của mảnh làm việc bị trói và kẹp.
Vòng xoắn bên nâng nghiêng với chuyển động tương ứng của xi lanh. Vị trí quay ngược của cuộn bên xác định độ cong của mảnh làm việc. Cả hai mặt của các cuộn bên có thể được điều chỉnh riêng biệt trong quá trình chế biến nón và xi lanh.
5、Cấu hình thành phần tiêu chuẩn chính
- Xích tự điều chỉnh hai hàng ZWZ, Trung Quốc
- Van thủy lực chính Yuken, Trung Quốc
- Máy bơm thủy lực HCHC, Trung Quốc
- Động cơ thủy lực Mengniu, Trung Quốc
- Bộ điều khiển lập trình PLC XINJE, Trung Quốc
- Các thành phần điện chính Siemens, Đức
- Nhẫn niêm phong AILATE ((Công ty liên doanh Trung-Đức)

